CNC PCB milling
-
Powering it from a variable power supply, it apparently works. Here's the etching on a piece of plywood:
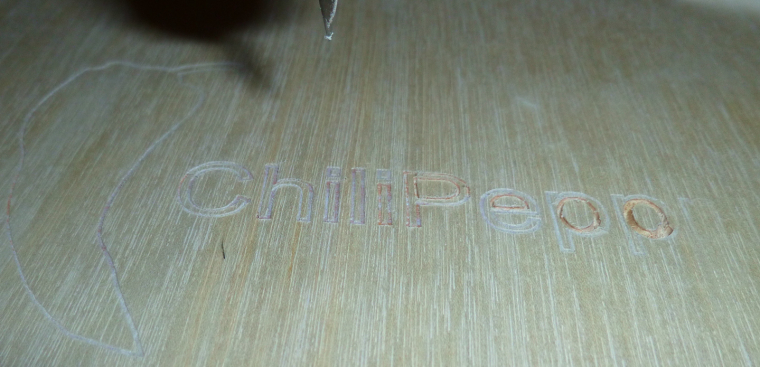
I watched the current being drawn, and it appeared to always be below 1 amp. The variable power supply can supply up to 5 amps, so no problem there as far as I can see.The etching that it did was a bit weird: deep cuts in the inside diameter of the P's, but only faint cuts just outside. The R was barely even touched at all. The surface doesn't feel sufficiently non-flat to account for that.
Ideas as to what's going wrong there?
-
Here is a contextual photo:

The clamps are holding the board very securely. -
After thinking about it, my hypothesis is that the feedrate is too high. I have it set to 1 in ChilliPeppr. I think maybe it comes down rapidly to the programmed height, but if it meets resistance then it skips some motor steps. Since it's open loop, it doesn't know. Then it dwells at that depth until it picks up the bit and relocates. I'll try a slower feedrate and see if it makes a difference.
-
Maybe the bit is too dull as well. It's one of the freebies that came with the kit.
-
Also, what is the preferred way to tighten the ER11 chuck? So far, I did it just by hand, which seems to have been good enough. However, maybe a better practice is to give it a 1/4 turn further tightening using wrenches after that? How are others here approaching that?
-
Also, what is the preferred way to tighten the ER11 chuck? So far, I did it just by hand, which seems to have been good enough. However, maybe a better practice is to give it a 1/4 turn further tightening using wrenches after that? How are others here approaching that?
@neverdie for er11 fastening you should use two wrenches.
if you loose steps during the milling, then with the given feed rate / depth / spindle speed combination the cnc / spindle / steppers are not powerful enough.
if you wood milling depth is not constant then:
- the wood is not flat
- the cnc bad is not flat
- the cnc x axis is not horizontal
my availability for the next couple of days will be quite limited, so I wish you good luck for experiencing the router and for the first PCBs!
-
Also, what is the preferred way to tighten the ER11 chuck? So far, I did it just by hand, which seems to have been good enough. However, maybe a better practice is to give it a 1/4 turn further tightening using wrenches after that? How are others here approaching that?
@neverdie said in CNC PCB milling:
Also, what is the preferred way to tighten the ER11 chuck? So far, I did it just by hand, which seems to have been good enough. However, maybe a better way is to give it a 1/4 turn further tightening using wrenches after that? How are others here approaching that?
+1 for the wrench, mostly because of vibrations that could unscrew it. No need to pull a muscle on it as it is tapered and has big contact surface
-
Also, what is the preferred way to tighten the ER11 chuck? So far, I did it just by hand, which seems to have been good enough. However, maybe a better practice is to give it a 1/4 turn further tightening using wrenches after that? How are others here approaching that?
@neverdie If it is anyway similar to a Router, it should have a locking pin to hold the spindle, or a second nut against which you tighten the collet. Do not overtighten, just enough to bite the shaft, otherwise you either damage the shaft or more seriously shatter the collet, it should be just enough to be a firm clamp to ensure grip, the collet will do the rest.
Not a user of these CNCs but I would guess the same principles apply... Just my 2c... -
@neverdie for er11 fastening you should use two wrenches.
if you loose steps during the milling, then with the given feed rate / depth / spindle speed combination the cnc / spindle / steppers are not powerful enough.
if you wood milling depth is not constant then:
- the wood is not flat
- the cnc bad is not flat
- the cnc x axis is not horizontal
my availability for the next couple of days will be quite limited, so I wish you good luck for experiencing the router and for the first PCBs!
Have a Merry Christmas!
Also, I'm not going to dwell on etching wood . It was just my first attempt at etching anything, and I thought wood might be a little softer.
I suppose the next step is to have a go at auto-leveling on a PCB rather than perfect the machine's etching of plywood. Indeed, PCB's may turn out to be easier, as the resistance to downward motion (especially after auto-levelling) should be more uniform.
-
Meh, I think I know what happened now. If the z-axis ever skips a step in downward motion--for whatever reason--then the rest of the etching is screwed from that point forward, because the higher height then becomes the new "zero" for the entire remainder of the etching since the depth control is completely open loop. So, the first spot in the sequence that isn't at proper depth would be where the error occurred, creating a persistence of the error from that point forward in the etching sequence.
-
Meh, I think I know what happened now. If the z-axis ever skips a step in downward motion--for whatever reason--then the rest of the etching is screwed from that point forward, because the higher height then becomes the new "zero" for the entire remainder of the etching since the depth control is completely open loop. So, the first spot in the sequence that isn't at proper depth would be where the error occurred, creating a persistence of the error from that point forward in the etching sequence.
@neverdie If the material is parallel to the cutting plane, the cut depth should be constant. Might I suggest doing same experiment using auto-level.... Wood is easier on the bits, plywood less so but still less abrasive than FR4...
-
@neverdie If the material is parallel to the cutting plane, the cut depth should be constant. Might I suggest doing same experiment using auto-level.... Wood is easier on the bits, plywood less so but still less abrasive than FR4...
@zboblamont said in CNC PCB milling:
Might I suggest doing same experiment using auto-level....
Is there an auto-level that works on wood? I thought it assumed a conductive surface, like on a blank copper PCB, to facilitate the auto-leveling mapping process, so that it knows when contact is made and therefore the height at each touch point.
-
@zboblamont said in CNC PCB milling:
Might I suggest doing same experiment using auto-level....
Is there an auto-level that works on wood? I thought it assumed a conductive surface, like on a blank copper PCB, to facilitate the auto-leveling mapping process, so that it knows when contact is made and therefore the height at each touch point.
@neverdie Tinfoil?
-
@zboblamont said in CNC PCB milling:
Might I suggest doing same experiment using auto-level....
Is there an auto-level that works on wood? I thought it assumed a conductive surface, like on a blank copper PCB, to facilitate the auto-leveling mapping process, so that it knows when contact is made and therefore the height at each touch point.
@neverdie I should explain my thinking... I do not think your wood experiment made sense. You assume your sensors and the wood are parallel, this need not be true. Plywood is generally less than 0.3mm out of true, even if you could zero the 4 corners with foil or similar it would give you a plane on which to see if the original trial was misleading.
-
@neverdie Tinfoil?
@zboblamont said in CNC PCB milling:
@neverdie Tinfoil?
You get an A+ for creative thinking. I suppose extra wide foil tape might work.
-
@zboblamont said in CNC PCB milling:
@neverdie Tinfoil?
You get an A+ for creative thinking. I suppose extra wide foil tape might work.
@neverdie I was thinking kitchen foil pressed flat as possible to the block surface, whatever works...
-
This is a good video for how to auto level in ChiliPeppr:
https://www.youtube.com/watch?v=6WNE3E1ZZYYSo, with that as inspiration, I plan to connect the probe to A5 on the woodpecker, and the PCB surface to GND. He soldered his ground wire to the PCB, so I guess I'll do the same, at least for now.
I'll use tape to secure the PCB to the sacrificial board underneath.
-
I've confirmed that A5 and GND work correctly for the auto-leveling.
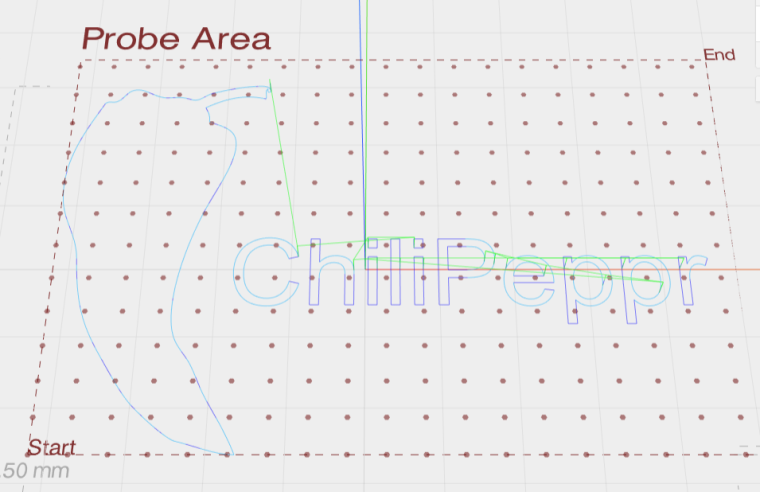
However, Chillipeppr strangely defaults to probe a much larger area than is needed for auto-leveling, so I need to figure out how to reduce the upper and right-hand boundaries of the probing area:
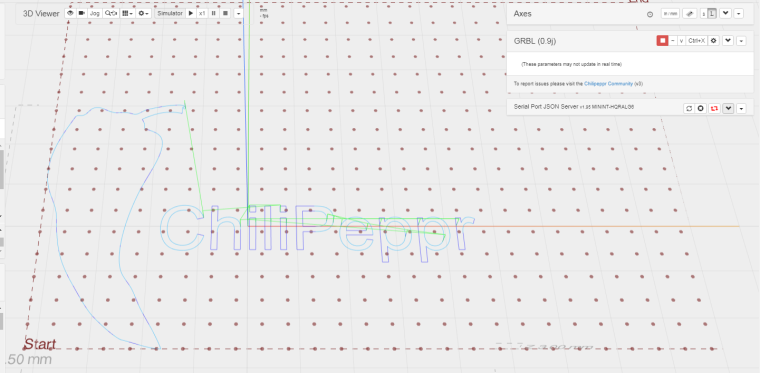
Otherwise, it runs the risk of not even hitting the PCB if it gets too far out.
-
Nailed it!
Well, further progress will have to wait until I can move the CNC to the garage or outdoors, so that I don't fill the house with toxic fiberglass particles (Thank you @executivul for pointing that out, and sorry I butchered your name earlier. I didn't mean to.)
-
Nailed it!
Well, further progress will have to wait until I can move the CNC to the garage or outdoors, so that I don't fill the house with toxic fiberglass particles (Thank you @executivul for pointing that out, and sorry I butchered your name earlier. I didn't mean to.)
@neverdie no problem, I got used to it since I'm using such a weird nickname, the good part is it's always free to register on any forum so all I have to remember is the pass.
I'm really excited about wet milling, it's freezing down here and not having to have windows open for the modded vacuum cleaner it's a treat. The trick is to use a solution with higher surface tension then water, but not too thick or it will gather around the mill as a small tornado and start splashing everywhere. You can use soap, shampoo, dishwash, carwash, etc. Start at 1:1 water mix and add more water if it tends to gather around the spinning bit. It's better to pour it slowly on the board and spread with your finger (use a syringe) than to spray it as not to make foam. Also try using a clear shampoo to better see what's milling below the liquid. A piece of flat plastic, acrylic, lexan, plexiglas, whatever, doublesided taped to the wood spoilboard is a must unless you leave a large margin between the actual milling and pcb edge liquid will spill and will swell the wood. Have a roll of paper sheets nearby and a garbage bag open. Always use glasses when operating the machine. I made a "fence" out of some polycarbonate sheet to contain any eventual splashes which occur mostly when drilling through the board, normal engraving behaves and doesn't splash at all.
Hello! It looks like you're interested in this conversation, but you don't have an account yet.
Getting fed up of having to scroll through the same posts each visit? When you register for an account, you'll always come back to exactly where you were before, and choose to be notified of new replies (either via email, or push notification). You'll also be able to save bookmarks and upvote posts to show your appreciation to other community members.
With your input, this post could be even better 💗
Register Login