CNC PCB milling
-
@neverdie Looks like you could raise your end mill a bit (no pun intended). Shouldn't it be the same depth as your other bit?
@dbemowsk said in CNC PCB milling:
@neverdie Looks like you could raise your end mill a bit (no pun intended). Shouldn't it be the same depth as your other bit?
In theory, I suppose maybe so. However, the trouble is I can't preserve and then re-apply the same auto-leveling results. And, after the initial isolation milling, I can't do another to support setting the copper removal depth, because the touchpoints might hit the already removed material, which would seriously skew the results. So, I just set it deep enough to cover the possibilities, and that's why it's deeper.
If anyone has a better solution to that, I'm all ears.
-
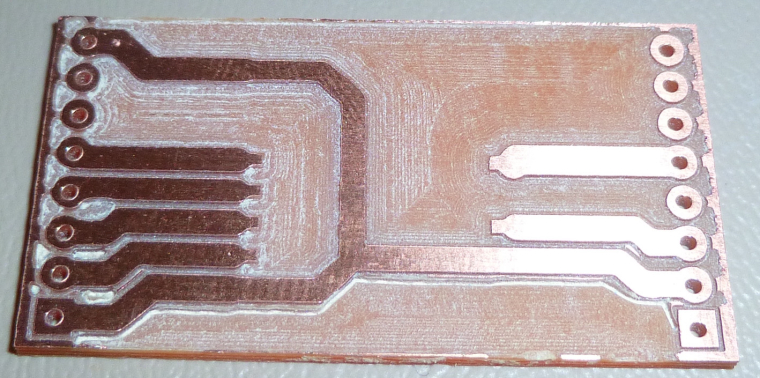
I did get better removal using a carving bit:
-
@neverdie My apologies for near hijacking your thread. I am going to create a new one so I don't mess yours up.
-
Answering my own earlier questin, I forgot to remove the PCB coating using IPA before soldering. I think it probably did make the soldering come out a bit funky looking:
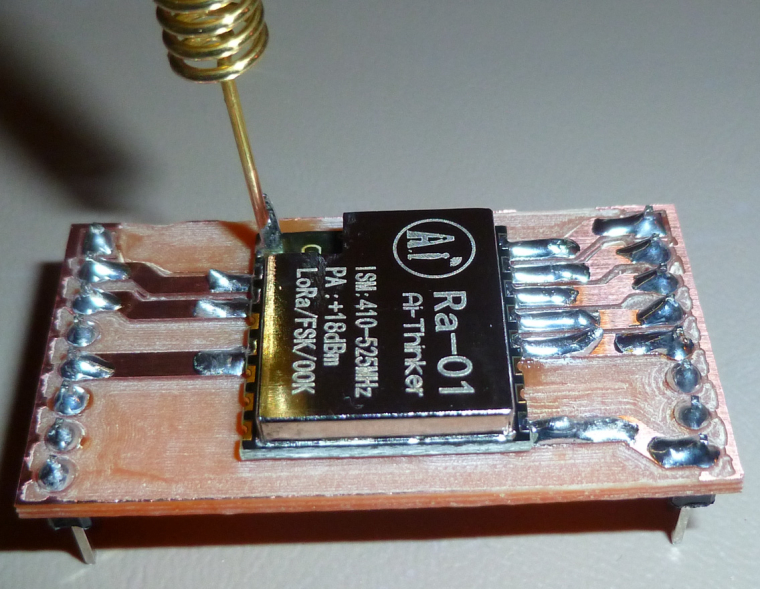
Next time I'll remove it first.Appearances aside, though, it should still work.
-
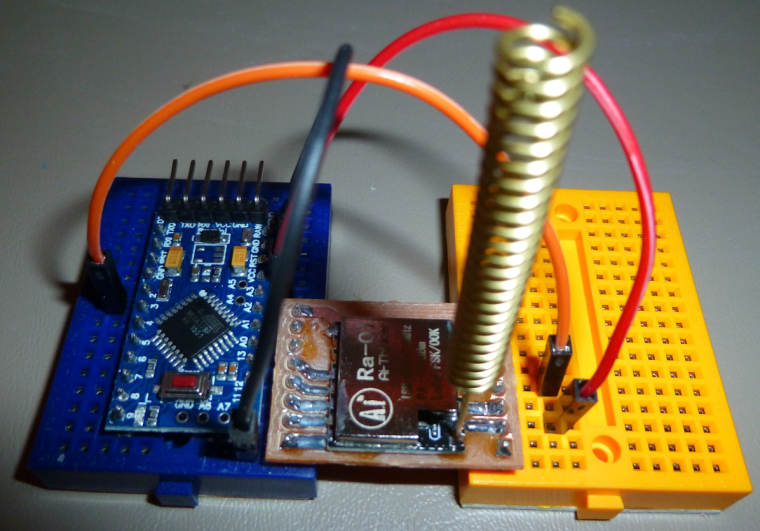
I made the breakout board a bit smaller, and then, since the proof of the pudding is in the taste, I connected it to a pro mini and ran it. Voilà! It works like a charm. :)
-
@andrew What is the widest diameter end-mill bit that this CNC machine can accept and handle? I'm thinking in terms of the mill leveling discussed earlier, and going wide to speed up the process.
@neverdie Pardon my interruption, but I seem to recall my mentioning this near the start of this CNC adventure, and that there was a collet available for that device to accept 8mm standard wood routing bits...
I realise that US traditionally holds to 1/4 and 1/2 inch shafts, but the bigger the size the greater the mass to spin up and motor requirements... Pretty sure you would still be able to find 8mm bits... -
@neverdie Pardon my interruption, but I seem to recall my mentioning this near the start of this CNC adventure, and that there was a collet available for that device to accept 8mm standard wood routing bits...
I realise that US traditionally holds to 1/4 and 1/2 inch shafts, but the bigger the size the greater the mass to spin up and motor requirements... Pretty sure you would still be able to find 8mm bits...@zboblamont I have an ER11 though, so doesn't that preclude using a bigger collet?
-
@zboblamont I have an ER11 though, so doesn't that preclude using a bigger collet?
@neverdie Google it... The ER11 8mm collet indeed exists, although the ads on Ali seem to sell it partnered with a shaft extension.
I'm not familiar with your machine, but well acquainted with wood routers...
Old size bit shafts were 1/4" and 1/2" and probably are predominant in the US, metric were 6mm and 8mm etc... Have only used 8mm personally, but with 1500-2000w routers they make short work of mdf.
For the job you have in mind a 1/4" is probably meaty enough if your motor has the power to handle the cutting rate...There is no reason to go big on the bit diameter, a 1/4" would be plenty strong enough to do what you require and should be readily available stateside... If you have the collet of course...
-
@neverdie Google it... The ER11 8mm collet indeed exists, although the ads on Ali seem to sell it partnered with a shaft extension.
I'm not familiar with your machine, but well acquainted with wood routers...
Old size bit shafts were 1/4" and 1/2" and probably are predominant in the US, metric were 6mm and 8mm etc... Have only used 8mm personally, but with 1500-2000w routers they make short work of mdf.
For the job you have in mind a 1/4" is probably meaty enough if your motor has the power to handle the cutting rate...There is no reason to go big on the bit diameter, a 1/4" would be plenty strong enough to do what you require and should be readily available stateside... If you have the collet of course...
@zboblamont So, indeed, it looks like there is quite a range of collet sizes available for ER11: https://www.maritool.com/Collets-ER-Collets-ER11-Collets/c21_56_60/index.html
It's harder to judge what end-mill diameter the motor can handle though. The motor looks very light duty.
-
@zboblamont So, indeed, it looks like there is quite a range of collet sizes available for ER11: https://www.maritool.com/Collets-ER-Collets-ER11-Collets/c21_56_60/index.html
It's harder to judge what end-mill diameter the motor can handle though. The motor looks very light duty.
Wow, the ER11 collets on Ali Express are incredibly inexpensive--just a little more than $1, with free shipping: https://www.aliexpress.com/item/6MM-SUPER-PRECISION-ER11-COLLET-CNC-CHUCK-MILL-CNC-Workholding-Mill-Lathe-VEC05-P0-25/32795483676.html?spm=2114.search0104.3.44.64385e319AOvIk&ws_ab_test=searchweb0_0,searchweb201602_5_10065_10344_10130_10068_10324_10547_10342_10325_10546_10343_10340_10548_10341_10545_10084_10083_10618_10307_5722320_10313_10059_10534_100031_10103_441_10624_442_10623_10622_10621_10620_10142,searchweb201603_2,ppcSwitch_5&algo_expid=3eb984d6-bba6-4935-8f90-0f6a6da33214-6&algo_pvid=3eb984d6-bba6-4935-8f90-0f6a6da33214&priceBeautifyAB=0
Unless someone here has theory or experience to contraindicate, I guess the only way to answer the question is to buy some end mills and collets and try it out.
-
I think I've found at least one reason for the trouble I've been having: sometimes the double sided scotch tape hasn't been holding the board completely flat against the waste board. Instead, during the milling process, which has a lot of vibration, it can pop up in the area being milled. When that happens, it's effectively the same as having the milling go much deeper, and so traces can be obliterated. Hence, I may try the Shurtape GG-200 that was recommended in the Hackaday article.
It may be that the copper clad boards I'm using just aren't flat enough in the first place. Add to that a waste board that may not be perfectly flat either, and it's not a good formula for keeping everything perfectly flat, which is evidently what it needs to be. The tape itself can't compensate for too large a mismatch.
So, I'd like to try the earlier idea of milling the waste board flat. Just not sure how to do that.
I would't be surprised if single sided copper clad boards are inherently prone to warping. If you think about it, the copper can expand/contract with temperature, and if it's on only one side....Unless the substrate has the same coefficient of thermal expansion, the result will inevitably be warping. The same would be true if the substrate is affected by humidity.
The Hackaday article does mention that it's not necessarily easy to find good copper clad boards. He hints that it has been an ongoing issue over time. He gives a reference for an ebay board vendor in England that he currently likes, but unfortunately that doesn't help me much.
What blank copper clad boards have folks here found that they like?
@neverdie said in CNC PCB milling:
try the Shurtape GG-200 that was recommended in the Hackaday article.
I finally received it, and I tried it yesterday. Definitely has more grip than the regular double sided Scotch tape.
-
Wow, the ER11 collets on Ali Express are incredibly inexpensive--just a little more than $1, with free shipping: https://www.aliexpress.com/item/6MM-SUPER-PRECISION-ER11-COLLET-CNC-CHUCK-MILL-CNC-Workholding-Mill-Lathe-VEC05-P0-25/32795483676.html?spm=2114.search0104.3.44.64385e319AOvIk&ws_ab_test=searchweb0_0,searchweb201602_5_10065_10344_10130_10068_10324_10547_10342_10325_10546_10343_10340_10548_10341_10545_10084_10083_10618_10307_5722320_10313_10059_10534_100031_10103_441_10624_442_10623_10622_10621_10620_10142,searchweb201603_2,ppcSwitch_5&algo_expid=3eb984d6-bba6-4935-8f90-0f6a6da33214-6&algo_pvid=3eb984d6-bba6-4935-8f90-0f6a6da33214&priceBeautifyAB=0
Unless someone here has theory or experience to contraindicate, I guess the only way to answer the question is to buy some end mills and collets and try it out.
@neverdie If you go 6mm or 1/4 inch only to flatten the bed, you might be better off just selecting the collet after buying a plain router bit locally, probably neither will be used for much if anything until you need to replace the bed.... They are pretty cheap usually and ideal for mdf, just keep the cutting rate cautious with the light drive motor, and beware of the dust, it goes everywhere, and you can't spray it as water affects the mdf...
A 1/4" face cutter would put less load on your motor than a 1/2", just take it easy on the milling rate.... -
I'm not sure how to analyze it a priori. If I have to run it at a much lower feedrate to compensate for a light duty motor, then the supposed speed benefits of a larger end-mill might not materialize.
@neverdie said in CNC PCB milling:
a priori
? You mean as earlier, sorry, I didn't use Latin after 60BC, it rather went out of fashion don't you know.... ;)
The power you require to bring the mass up to speed is one thing, the speed of approach and the area to be cut is the greater puzzle I suggest. The bit will not snap for sure, your motor might object if you take big bites though...
If you rip the surface in a 0.5mm top slice and listen to the motor you will get a good idea of how it reacts, then either increase the approach speed or the depth I would suggest.. You are using the device outside it's parameters, better to be cautious, the bits are a lot tougher than the motor... -
I ordered the collets and end-mills that I referenced above, so after they arrive I'll post an update as to how it went.
Meanwhile, now that my CNC is in the garage, it's hard to know when it has finished running. I'm thinking of making a node to monitor it and then sent me a wireless alert when it finishes. So, how best to know when it has finished? I'm presently toying with the idea of monitoring its current consumption, on the theory that if no significant current is flowing, then it is done. However, maybe someone here knows of a better way?
-
I ordered the collets and end-mills that I referenced above, so after they arrive I'll post an update as to how it went.
Meanwhile, now that my CNC is in the garage, it's hard to know when it has finished running. I'm thinking of making a node to monitor it and then sent me a wireless alert when it finishes. So, how best to know when it has finished? I'm presently toying with the idea of monitoring its current consumption, on the theory that if no significant current is flowing, then it is done. However, maybe someone here knows of a better way?
@neverdie I find it hard to believe you would just walk away from it with no curiosity or desire for direct observation. Have you considered using the highly technical door to access and use eyes to see and ears to listen ? You are breaking new ground here, or mdf actually, where is that American spirit? Did Galoka think the Ulus were too ugly to save?....
Beyond the giggles, I suggest a strategically placed vacuum cleaner intake as close as you can get taped down and just watch what happens, you are in a better position to cut power than 20m away diverted by Youtube.... -
@neverdie I find it hard to believe you would just walk away from it with no curiosity or desire for direct observation. Have you considered using the highly technical door to access and use eyes to see and ears to listen ? You are breaking new ground here, or mdf actually, where is that American spirit? Did Galoka think the Ulus were too ugly to save?....
Beyond the giggles, I suggest a strategically placed vacuum cleaner intake as close as you can get taped down and just watch what happens, you are in a better position to cut power than 20m away diverted by Youtube....@zboblamont
Watching it do an auto-level on 300 points is pretty boring.... I have better things to do than watch paint dry. -
@zboblamont
Watching it do an auto-level on 300 points is pretty boring.... I have better things to do than watch paint dry.@neverdie Hey, your choice, your motor.....
Watching paint dry is most under-rated really, except when you are on the other end of the brush...
Hello! It looks like you're interested in this conversation, but you don't have an account yet.
Getting fed up of having to scroll through the same posts each visit? When you register for an account, you'll always come back to exactly where you were before, and choose to be notified of new replies (either via email, or push notification). You'll also be able to save bookmarks and upvote posts to show your appreciation to other community members.
With your input, this post could be even better 💗
Register Login