CNC PCB milling
-
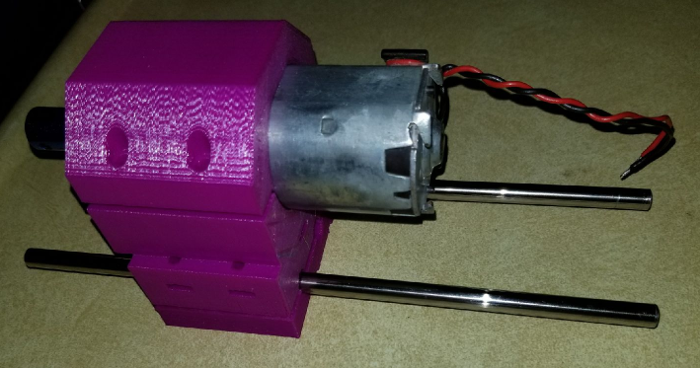
@neverdie Actually, I am working on my Z axis and am trying to gauge how long I should have my rods. They are currently 8.25 in (209.55 mm). Wondering if there would be any benefit to leaving them that long or shortening them up some more.
This is the spindle frame as I have it designed so far. The blue piece on the motor shaft is just one of the couplers that I bought for the steppers to connect the threaded rods. It is just for looks until I get the chuck.
-
@neverdie Actually, I am working on my Z axis and am trying to gauge how long I should have my rods. They are currently 8.25 in (209.55 mm). Wondering if there would be any benefit to leaving them that long or shortening them up some more.
This is the spindle frame as I have it designed so far. The blue piece on the motor shaft is just one of the couplers that I bought for the steppers to connect the threaded rods. It is just for looks until I get the chuck.
@dbemowsk said in CNC PCB milling:
@neverdie Actually, I am working on my Z axis and am trying to gauge how long I should have my rods. They are currently 8.25 in (209.55 mm). Wondering if there would be any benefit to leaving them that long or shortening them up some more.
In that case, what matters is whether you can raise the spindle high enough on the z-axis to remove the used bit and insert the next one. I wish my z-axis had a bit more height on it. Sometimes I have to move the spindle away from the workpiece in order to get enough clearance for a tool change. I suppose it doesn't help that I'm using a 3/4" waste board. ;)
-
@dbemowsk said in CNC PCB milling:
@neverdie Actually, I am working on my Z axis and am trying to gauge how long I should have my rods. They are currently 8.25 in (209.55 mm). Wondering if there would be any benefit to leaving them that long or shortening them up some more.
In that case, what matters is whether you can raise the spindle high enough on the z-axis to remove the used bit and insert the next one. I wish my z-axis had a bit more height on it. Sometimes I have to move the spindle away from the workpiece in order to get enough clearance for a tool change. I suppose it doesn't help that I'm using a 3/4" waste board. ;)
-
@neverdie said in CNC PCB milling:
I suppose it doesn't help that I'm using a 3/4" waste board.
Do you need 3/4"? Wouldn't 1/4" or 1/2" work? Do you drill in that far?
-
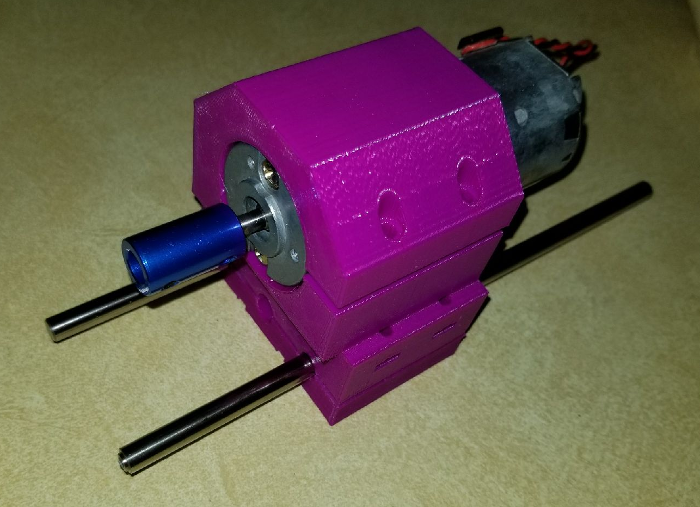
@neverdie Actually, I am working on my Z axis and am trying to gauge how long I should have my rods. They are currently 8.25 in (209.55 mm). Wondering if there would be any benefit to leaving them that long or shortening them up some more.
This is the spindle frame as I have it designed so far. The blue piece on the motor shaft is just one of the couplers that I bought for the steppers to connect the threaded rods. It is just for looks until I get the chuck.
-
Here is the above PCB after assembly:
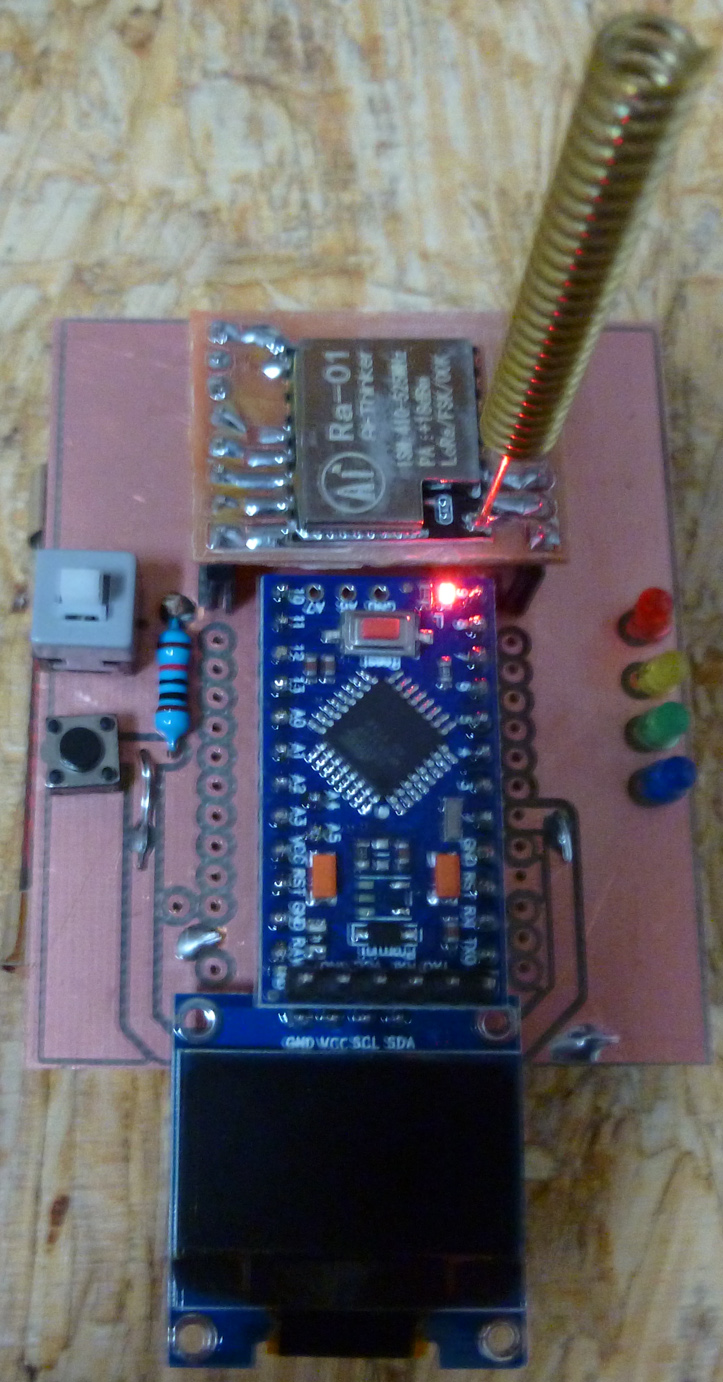
As you can see, it offers more potential functionality than the earlier version. It still has a buzzer, which is now mounted underneath the pro mini.
@neverdie Di the relocation of the buzzer increase audibility as you were seeking?
-
@neverdie FOr starters I am trying 3D printed rod bearings. I';ll see how that goes. The beauty of designing this myself is that I can alter the design whenever I want.
@dbemowsk said in CNC PCB milling:
I am trying 3D printed rod bearings
What are those? Is it like this?
or this?

-
@dbemowsk said in CNC PCB milling:
I am trying 3D printed rod bearings
What are those? Is it like this?
or this?
-
@neverdie I just printed them in PLA and they seem to slide pretty smoothly on the rods, but someone told me that printing them in nylon is better.
@dbemowsk said in CNC PCB milling:
printing them in nylon is better.
It would seem so: http://www.craftechind.com/top-5-materials-for-plastic-bearings-used-on-metal-surfaces/
If you had a multi-filament printer, I wonder if you could print the nylon bearing within another plastic piece (e.g. the part that holds the spindle to the z-axis)? That would would be pretty cool and would also save assembly time.
-
@dbemowsk said in CNC PCB milling:
printing them in nylon is better.
It would seem so: http://www.craftechind.com/top-5-materials-for-plastic-bearings-used-on-metal-surfaces/
If you had a multi-filament printer, I wonder if you could print the nylon bearing within another plastic piece (e.g. the part that holds the spindle to the z-axis)? That would would be pretty cool and would also save assembly time.
-
Anyone tried Trinamic drivers, such as the TMC2130? They seem to produce superior 3D prints, and so I would guess they would yield some improvement for CNC as well.
So far I've only found two boards that appear to be made for them, a ramps and a rumba:
https://www.aliexpress.com/item/MKS-Gen-V1-4-control-board-5PCS-TMC2130-V1-0-And-Heatsink-stepper-motor-compatible-with/32836389832.html?spm=2114.search0204.3.2.3e5a8105IWdaWH&ws_ab_test=searchweb0_0,searchweb201602_5_10152_5711320_10151_10065_10344_10068_10130_10324_10342_10547_10325_10343_10546_10340_10548_10341_10545_10084_10083_10618_10630_10307_5711220_5722320_10313_10059_10534_100031_10103_10627_10626_10624_10623_10622_10621_10620_10142,searchweb201603_2,ppcSwitch_5_ppcChannel&algo_expid=875aa997-05fe-4eda-9d76-0aaefcaeff83-0&algo_pvid=875aa997-05fe-4eda-9d76-0aaefcaeff83&priceBeautifyAB=0I have no experience with either board, so I don't know if either would be desirable.
The pinout of the TMC2130 is different than the A4988 driver currently used in my Woodpecker. However, I could perhaps make an adapter board to re-route the pins so as to be compatible. In that case, maybe I could plug them into my Woodpecker board. A video by Sanladerer seems to imply that might actually work:
https://www.youtube.com/watch?v=sPvTB3irCxQNote: from what I've read, the v1.1 TMC2130 modules are much better for adapting than the v1.0 modules.
-
I'm unsure what kind of firmware runs on the Woodpecker board, so I have doubts whether it could exploit the Trinamic features. Anyone here know?
So.... I'm looking at a Smoothieboard as perhaps one possibility, although I'm not sure yet as to whether Chillipepr will talkto it.
https://www.panucatt.com/azteeg_X5_mini_reprap_3d_printer_controller_p/ax5mini.htm
-
I'm unsure what kind of firmware runs on the Woodpecker board, so I have doubts whether it could exploit the Trinamic features. Anyone here know?
So.... I'm looking at a Smoothieboard as perhaps one possibility, although I'm not sure yet as to whether Chillipepr will talkto it.
https://www.panucatt.com/azteeg_X5_mini_reprap_3d_printer_controller_p/ax5mini.htm
Are you looking at this for a 3D printer or for your CNC? If you are looking at it for a 3D printer, have you looked at the RAMPS 1.4 boards? I like their modular design over a fully integrated board for the simple fact that if a part dies, you are only replacing the one part and not an entire board. This make repairs cheaper if something goes wrong.
-
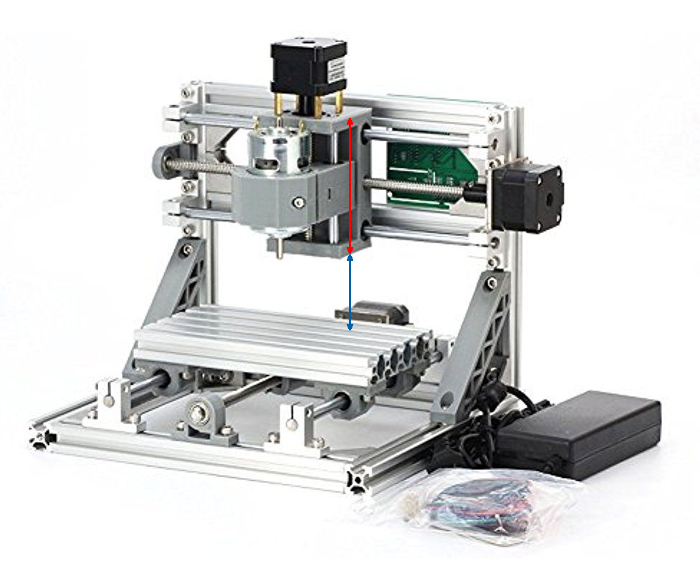
@NeverDie I have one more question of measurements on your CNC. If you look at the pic, can you tell me the measurements of the red and blue arrows on your machine? I have some idea of how tall I want my bracket for the red arrow area, but you were mentioning that you wish you had more travel in that area and I am curious if I have enough room.
-
@NeverDie I have one more question of measurements on your CNC. If you look at the pic, can you tell me the measurements of the red and blue arrows on your machine? I have some idea of how tall I want my bracket for the red arrow area, but you were mentioning that you wish you had more travel in that area and I am curious if I have enough room.
 mine are similar 3D printed ones
mine are similar 3D printed ones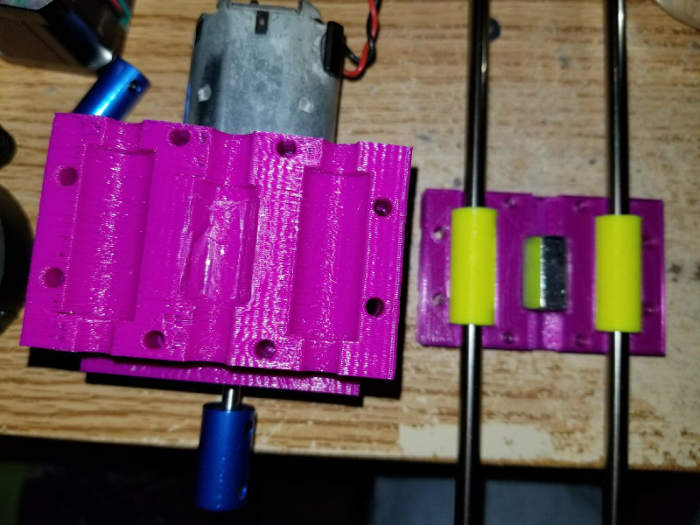
Hello! It looks like you're interested in this conversation, but you don't have an account yet.
Getting fed up of having to scroll through the same posts each visit? When you register for an account, you'll always come back to exactly where you were before, and choose to be notified of new replies (either via email, or push notification). You'll also be able to save bookmarks and upvote posts to show your appreciation to other community members.
With your input, this post could be even better 💗
Register Login