CNC PCB milling
-
The NVBDH+ brushless spindle and controller arrived today, and so I hooked them up to a power supply and gave them a quick test spin. It runs comparatively quiet. The motor itself is pretty much sealed. On the positive side of that, little if any dust will ever get inside it. On (maybe) the negative side, the fan basically directs air at the back of the motor, and not really anywhere else. I’m only guessing, but keeping other parts of it cool may prove challenging if doing a lot of deep cuts on wood, for example.. For milling PCB’s, I don’t think it will be a problem though. It has little, if any, visible run-out, so in that dimension it appears to be far better than the spindle that came with the 2418 kit. :)
I won't be able to test it on the CNC itself until after my 3D printer arrives because it's too large to fit the kit spindle's holding bracket.
-
@neverdie Hrm; honestly I haven't monitored it very closely, and almost always run the spindle at full speed; so I can't really say for sure if it would attempt to adjust to make up for higher friction. Also, I have the NVBDL rather than the NVBDH version, so I'm not even sure if it is able to tell if the motor is spinning slower than intended.
If either of us have a chance of that being a possibility, it's probably you with the slightly better spindle driver.
@coddingtonbear How hot does your motor get when you're using it? I'm concerned that only one end of it seems to be getting blown by the fan, and since it will be held by plastic....
-
Perhaps it would be possible to buy a water cooling jacket for the spindle? That would cover the bases against even heavy duty use. Notionally, something like: https://www.aliexpress.com/item/1Pcs-Hobbywing-SEAKING-Water-Cooling-Jacket-Water-Cooled-Tube-Cover-for-Motor-2040-2848-3660-Tube/32824602383.html?spm=2114.10010108.1000015.2.1e5d6295V0eV3w
Alternately, I notice an inexpensive brushless motor with a water cooling jacket already installed, for not much money:
https://www.aliexpress.com/item/B2040-4000KV-3000KV-Inrunner-Water-Cooled-Brushless-Motor-For-Rc-Boat/32713150282.html?spm=2114.10010108.1000015.6.1e5d6295V0eV3w
It could also go up to around 48,000RPM at 12v. The main downside to that is that it would require installing an ER11 collet, and so runout might be an issue.Or, just get this, which goes to 24,000RPM and has water cooling already a part of it:
https://www.aliexpress.com/item/CNC-65MM-ER11-1-5KW-WATER-COOLED-MOTOR-SPINDLE-AND-DRIVE-INVERTER-VFD/32721276915.html?spm=2114.search0104.3.1.6558afa34wxhfY&ws_ab_test=searchweb0_0,searchweb201602_5_10152_10151_10065_10344_10068_10130_10324_10342_10547_10325_10343_10546_10340_10548_10341_10545_10696_10084_10083_10618_10307_5711212_10313_10059_10534_100031_10103_10624_10623_10622_10621_10620_10810_10811_5722415_5711312,searchweb201603_25,ppcSwitch_5&algo_expid=9b150460-dd19-4ed5-bba5-dea1262c58d2-0&algo_pvid=9b150460-dd19-4ed5-bba5-dea1262c58d2&transAbTest=ae803_5&priceBeautifyAB=0 -
I found a very similar motor being used on a thingiverse printed CNC machine: https://www.thingiverse.com/thing:1001437 and also: https://www.thingiverse.com/thing:1750276 . That's giving me more confidence that the heat will be manageable.
-
Epilog: I ran the brushless spindle unloaded continuously at its maximum speed and monitored its temperature using a DS18b20 temperature sensor beneath the holding bracket (so, getting the least amount of circulated air onto it). It reached an equilibrium temperature of around 31C. Also, it turns out that it actually does have pretty good air flow. So, I’m no longer worried about this spindle getting too hot. 🙂
-
UPDATE: I received and installed a pair of chromed hardened steel rods onto the x-axis. Wow! I could feel an immediate improvement in rigidity. I wasn't really expecting that, so it made me curious. I tested the new rails with a magnet: yes, they attract a magnet. Then I tested the old rails with a magnet. No attraction! Therefore, I think maybe the old rails are probably aluminum. Aaaargh! That would explain a lot. So, FYI for anyone else who buys one of these Chinese kits.
-
Yup, I just now did a spark test on the old rods, and the result is conclusive: definitely aluminum. I should probably replace the z-axis rails as well.
-
Epilog: Definitely much less vibration in the CNC now that the x-axis rods have been replaced with steel rods. I've ordered y-axis and z-axis steel rods, so I plan to replace those as well. Hopefully doing so will damp the vibration even further.
-
I just now ran across z-axis tape, which may prove to be a God send for using any of the 6mil isolation routed PCB's that I might make on this PCB etcher. The problem I was having with such isolation routed boards was: no solder mask! So, soldering parts to the boards just wasn't working for me, and I had fallen back to producing boards with much larger isolation widths. However, it appears that with 3M's z-axis tape, I can just tape the SMD parts down onto the board, with no soldering required!
Amazing! From my perspective, it's downright revolutionary:
https://www.adafruit.com/product/1656 -
I just now ran across z-axis tape, which may prove to be a God send for using any of the 6mil isolation routed PCB's that I might make on this PCB etcher. The problem I was having with such isolation routed boards was: no solder mask! So, soldering parts to the boards just wasn't working for me, and I had fallen back to producing boards with much larger isolation widths. However, it appears that with 3M's z-axis tape, I can just tape the SMD parts down onto the board, with no soldering required!
Amazing! From my perspective, it's downright revolutionary:
https://www.adafruit.com/product/1656@neverdie Interesting stuff! I didn't know it existed.
I saw a sparkfun youtube video in which they use it to tape down an ATMega TQFP instead of soldering it, but they keep it pressed down during the demo.
So, do you think it can also be used to mount chips? -
@neverdie Interesting stuff! I didn't know it existed.
I saw a sparkfun youtube video in which they use it to tape down an ATMega TQFP instead of soldering it, but they keep it pressed down during the demo.
So, do you think it can also be used to mount chips?@yveaux said in CNC PCB milling:
So, do you think it can also be used to mount chips?
Yes! One of my favorite youtubers shows it being done at time index 1:00 on:
https://www.youtube.com/watch?v=0uPZwMg5B3k -
Anyone know whether it is possible to etch some or all of the silkscreen onto the PCB? I've tried some googling, and I haven't found any leads on how to do it using flatcam.
-
Anyone know whether it is possible to etch some or all of the silkscreen onto the PCB? I've tried some googling, and I haven't found any leads on how to do it using flatcam.
-
Anyone know whether it is possible to etch some or all of the silkscreen onto the PCB? I've tried some googling, and I haven't found any leads on how to do it using flatcam.
@neverdie What about using toner transfer paper and ironing it on. Just print it reversed on a sheet, cut it out and iron it on. If you use a color laser you could do something other than black. Obviously you won't get white like a lot of fabs use, but I would think it would be good enough.
-
@executivul said in CNC PCB milling:
@neverdie http://caram.cl/software/flatcam/tracing-the-silkscreen-with-flatcam/
Have you tried it? i.e. Do you know if it works, or is it a blind reference?
-
Here's a very impressive looking demo of PCB etching:
https://www.youtube.com/watch?v=cwE3FqRb8ZgI checked the machine specs, and it's a maximum of 11,000RPM on a brushless spindle . That's very encouraging.
-
@executivul said in CNC PCB milling:
@neverdie http://caram.cl/software/flatcam/tracing-the-silkscreen-with-flatcam/
Have you tried it? i.e. Do you know if it works, or is it a blind reference?
@neverdie I never used it to do silkscreening, but years ago I made a few PCBs to try a sheet out. It worked okay. I had some gaps in some traces on some the boards. That may have been from me not cleaning the board well enough before doing the transfer.
-
@neverdie I never used it to do silkscreening, but years ago I made a few PCBs to try a sheet out. It worked okay. I had some gaps in some traces on some the boards. That may have been from me not cleaning the board well enough before doing the transfer.
-
@executivul said in CNC PCB milling:
@neverdie http://caram.cl/software/flatcam/tracing-the-silkscreen-with-flatcam/
Have you tried it? i.e. Do you know if it works, or is it a blind reference?
@neverdie said in CNC PCB milling:
@executivul said in CNC PCB milling:
@neverdie http://caram.cl/software/flatcam/tracing-the-silkscreen-with-flatcam/
Have you tried it? i.e. Do you know if it works, or is it a blind reference?
I've done it a few times, be careful though you don't cut your traces with the silkscreen :)
I use the tracing option all the time for custom cutouts when panelising boards, generate cutout paths in Altium and trace in Flatcam. -
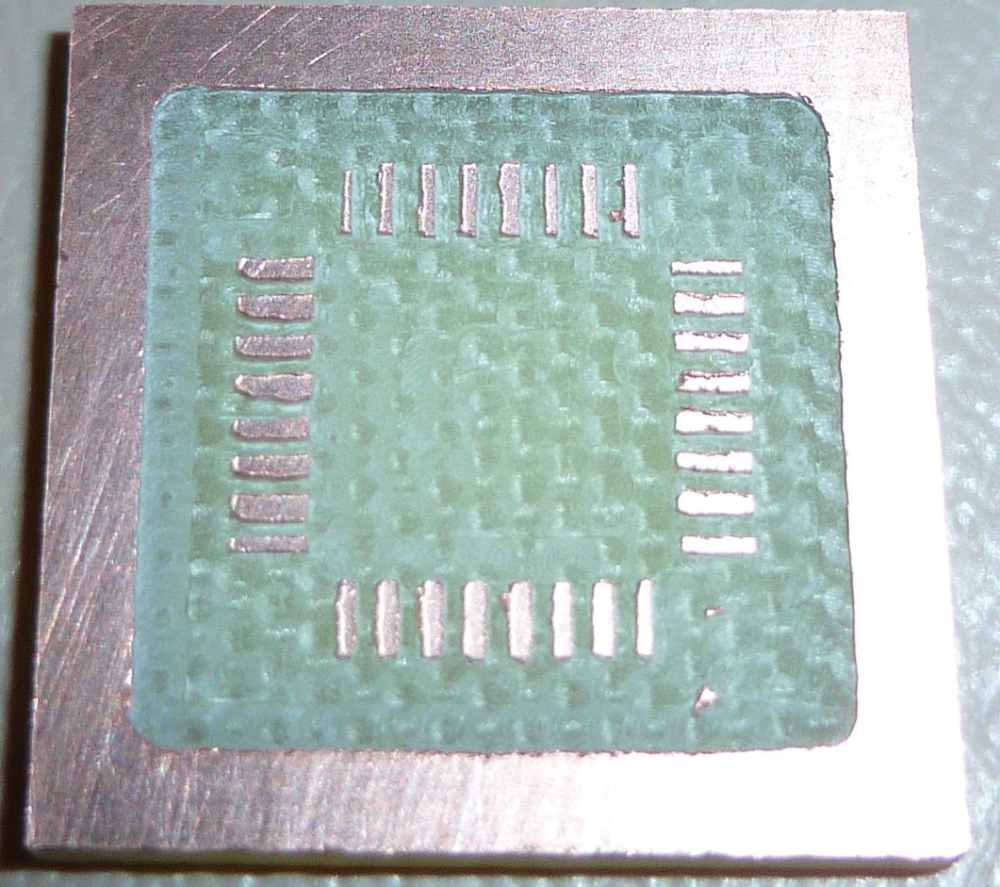
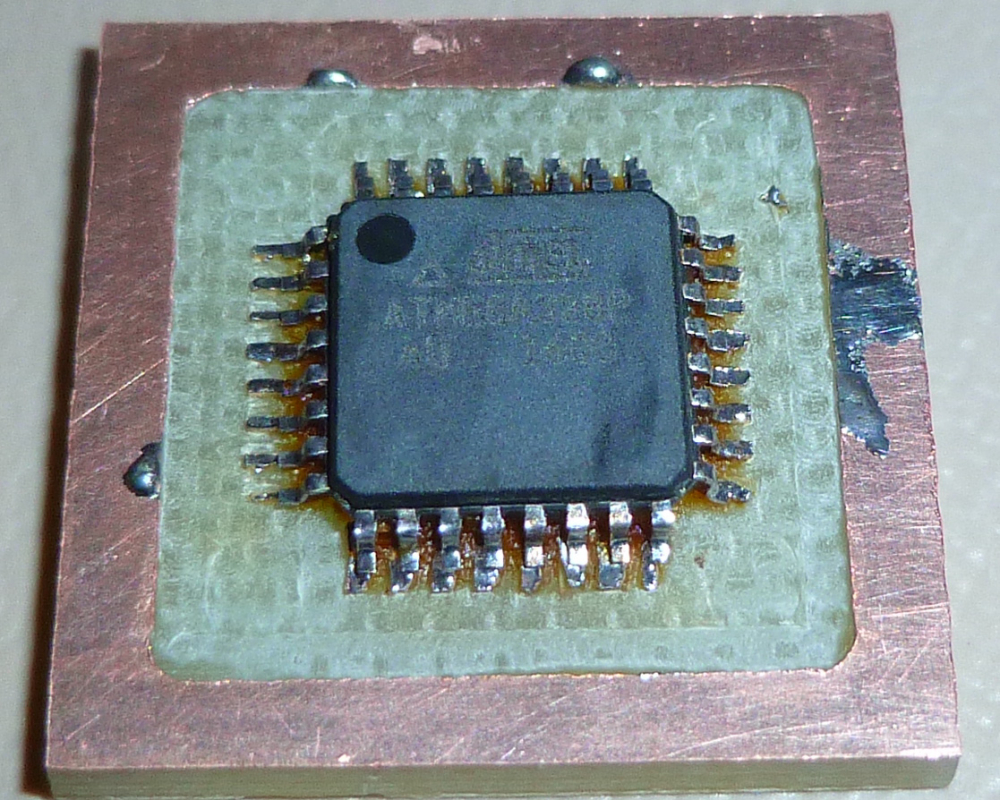
My Prusa i3 Mk3 still hasn't shipped due to production delays, and so I haven't been able to mount the new spindle yet on my PCB etching mill. Meanwhile, it looks as though the existing setup may just barely be good enough for etching pads for the atmega328p SMD. By using lots of rosin flux, it looks like I can solder to it without unresolvable solder bridges.
Hello! It looks like you're interested in this conversation, but you don't have an account yet.
Getting fed up of having to scroll through the same posts each visit? When you register for an account, you'll always come back to exactly where you were before, and choose to be notified of new replies (either via email, or push notification). You'll also be able to save bookmarks and upvote posts to show your appreciation to other community members.
With your input, this post could be even better 💗
Register Login