CNC PCB milling
-
@andrew Thanks, I'll give that a try later today and report back. IF by chance it is grbl, is there a CNC software that I can use to do a mock run of something to test it further?
-
@andrew - what would you say is the limitations of cnc drilling a PCB? I often use quite thin tracks (0,2mm) for everything except GND and VCC.
-
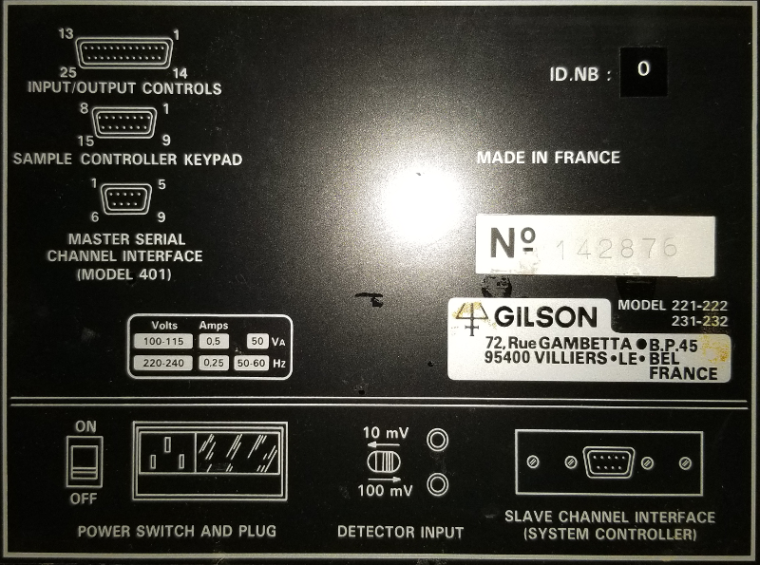
So I picked this thing up at our local university surplus store. It is a Lachat instruments XYZ auto sampler After some research, it appears to be a piece of lab equipment for sample testing. Not exactly sure how it works, but for the $20 US that I paid for it, I though it might be worth trying to build a CNC machine from it. The video clip shows the machine homing the X, Y and Z axis' when powered on.
https://www.youtube.com/watch?v=OYuLQs5Cm7E
Here is the label from the back panel:
The motors for the X, Y and Z axis' do not appear to be stepper motors though:
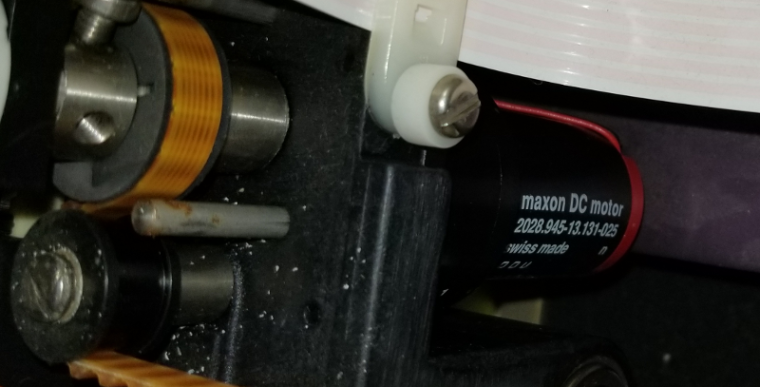
Found this one on ebay that appears to be a match. https://www.ebay.com/itm/Used-Good-MAXON-motor-2028-945-13-131-025-30-1-E-N2-/171548411580
It appears to use rotary encoders to deal with position. Here is a pic of the encoders:

If you look at the image above you will see that the X axis rails and linear bearings are pretty beefy at 16mm diameter.It would be nice if I could figure out the serial interface to see if I could make it do anything. Just wondering what the thoughts are from the group.
@dbemowsk Looks like it may be a liquid handler: http://www.mansci.com/pdfs/pdfid56.pdf
-
@andrew - what would you say is the limitations of cnc drilling a PCB? I often use quite thin tracks (0,2mm) for everything except GND and VCC.
@sundberg84 I often use 0.4mm drill bits for vias without any issue. 0.3mm should work as well. The drill set I linked before contains the most frequently used drill bits for PCB drilling (0.3 – 1.2mm).
regarding to the traces, I have stable and reliable results with 6 mil (0.1524mm) traces / 6 mil clearance, which is also a limitation factor of several PCB manufacturer’s hobby/proto package. -
stop teasing me! :grin:
I'm kidding I don't think I really need one (I usually have multiple things to do while I wait for my pcb) . I would need a bigger, I'm tempted by a mpcnc someday, not for pcb.just curious, how do you handle small vias?? I imagine it can be some labor to make them connect both side?
-
stop teasing me! :grin:
I'm kidding I don't think I really need one (I usually have multiple things to do while I wait for my pcb) . I would need a bigger, I'm tempted by a mpcnc someday, not for pcb.just curious, how do you handle small vias?? I imagine it can be some labor to make them connect both side?
-
@dbemowsk Looks like it may be a liquid handler: http://www.mansci.com/pdfs/pdfid56.pdf
@neverdie That looks similar, but my connections on the back are different. Mine has 4 connectors, 2 of them are DB9 9 pin serial connectors. I think that is what this was for though. It is called an XYZ auto sampler. I think it is much like this one:
https://www.youtube.com/watch?v=hrmiXsZX2ec
I am sure it was used in one of the science labs at the university. When I saw it, they had $30 US marked on it for a price. I told one of the workers that I might be interested but wasn't sure. She said that she could mark the price down to $20 but that she had no idea what it was or what it did. I figured for that price I could at least get some useful parts off of it. -
@vince I think it's meant for prototyping, not production. At least for that purpose, the reduction in turnaround time should be huge. If, instead, you send everything to the fab at every step, then you need the patience of a saint to iteratively evolve a PCB design.
-
According to FedEx package tracking, I may be receiving the CNC2418 as early as this Friday. Weighs 5 kilograms. Just posting this because some people here seem concerned about picking a seller who is not based in China. Maybe you don't need to.
-
grrr :)
I think people concerns are about import fees (customs+vat) when using fedex, dhl.. if you don't get any fee, you're lucky! in France for example, they wouldn't miss me.@scalz Ditto here...
-
Hmm... Not sure if there are any applicable import fees here in the US. Anyone know the rules? They recently opened one of my PCB packages "as a security check," but there were no fees I had to pay.
EU has the VAT tax, which presumably they force upon you no matter where the seller is.
-
Hmm... Not sure if there are any applicable import fees here in the US. Anyone know the rules? They recently opened one of my PCB packages "as a security check," but there were no fees I had to pay.
EU has the VAT tax, which presumably they force upon you no matter where the seller is.
@neverdie VAT is applied across the EU by the receiving country, by purchasing from another EU country VAT is already paid therefore no additional tax is due.
-
It's the same, I never had problem when I get my order through regular shipping (and letters are in big bags, less easy for them i guess). hopefully!
But when fedex, dhl etc are concerned, they always declare it to the customs (price order+shipping).
They pay in advance the customs tax at airport, and then at home ask for the customs tax+little fee for the paper and because they advanced the money (approx 12€) + the VAT (20% of the total).Chinese fabhouse already told me a few times, for example, that they have to declare the price when they ship it and if I wanted to cheat it, that would be at my own risk, due to law reinforcements.
Maybe US don't tax importation, I have no idea how it works in US. you're lucky then
-
Is there some minimum dollar (or Euro) threshold before the VAT or other fees kick in? If so, then on a CNC2418, it's easily avoided: just divide and conquer. i.e. just buy it as separate parts that get shipped separately instead of all at once in a giant kit.
-
Is there some minimum dollar (or Euro) threshold before the VAT or other fees kick in? If so, then on a CNC2418, it's easily avoided: just divide and conquer. i.e. just buy it as separate parts that get shipped separately instead of all at once in a giant kit.
-
Is there some minimum dollar (or Euro) threshold before the VAT or other fees kick in? If so, then on a CNC2418, it's easily avoided: just divide and conquer. i.e. just buy it as separate parts that get shipped separately instead of all at once in a giant kit.
@neverdie 10 EUR here, 20 GBP in the UK from memory.
Postal service rarely refer small packages to customs, large packages almost without fail, although I did get called in by them over a small DAC before. The problem here is the bureaucracy, form filling and general heel-dragging.
DHL etc are more trouble than they are worth unless high value items, they declare everything as @scalz noted..
I can't imagine a chinese supplier being happy to send a pre-packaged machine in bits at no additional cost, and the risk of a part going missing grows exponentially.
The cost difference from EU and China suppliers is sometimes not that great if you look around, it avoids hassle if EU source is acceptable price.
-
Is there some minimum dollar (or Euro) threshold before the VAT or other fees kick in? If so, then on a CNC2418, it's easily avoided: just divide and conquer. i.e. just buy it as separate parts that get shipped separately instead of all at once in a giant kit.