CNC PCB milling
-
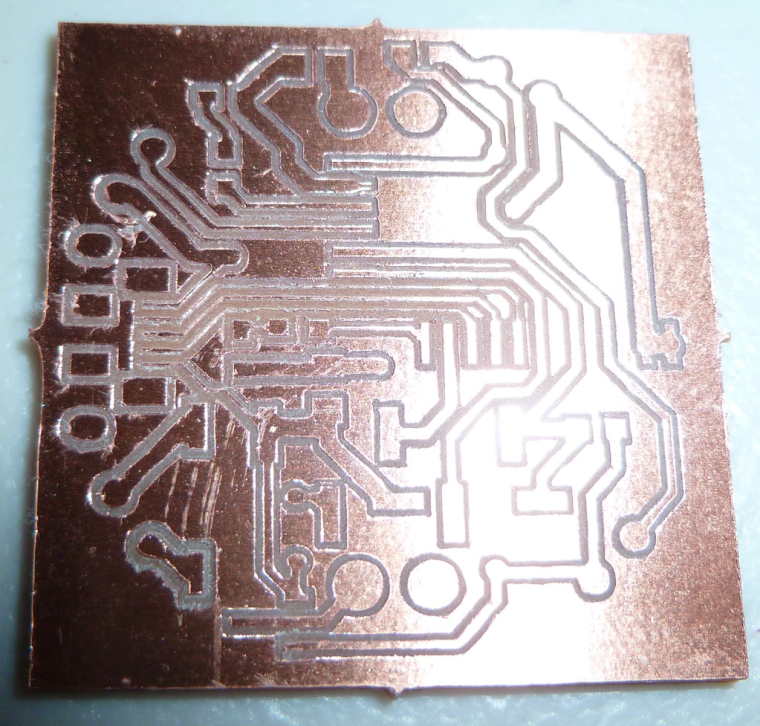
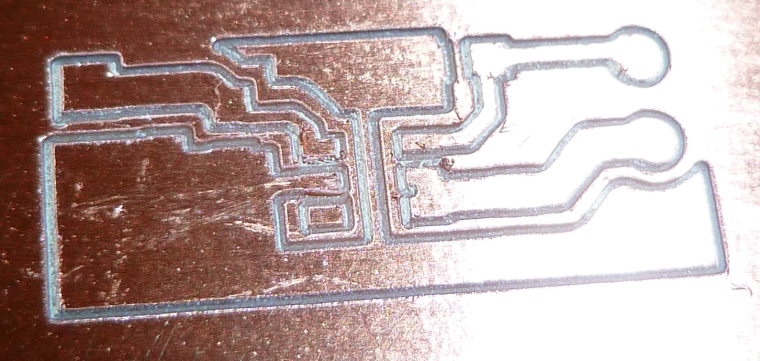
They keep getting better!
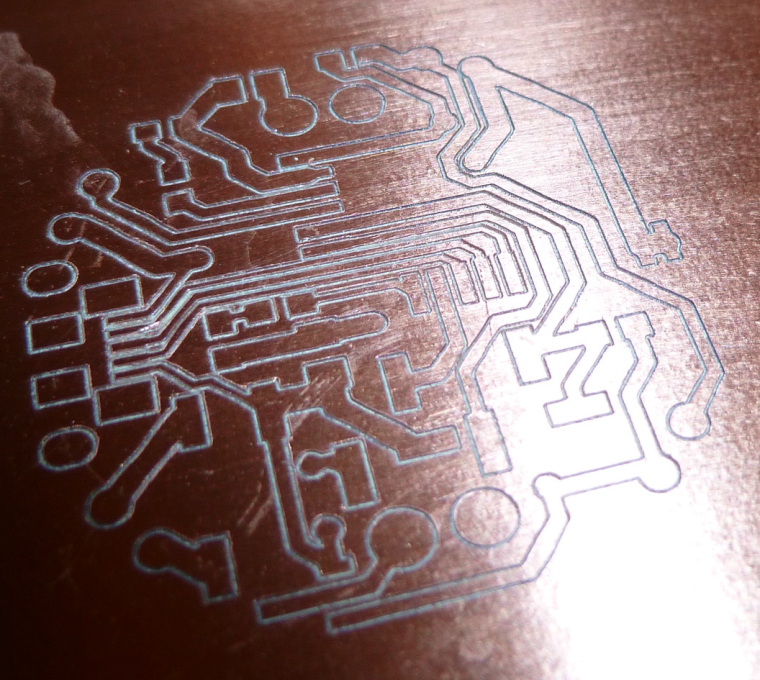
I used a fresh Jack bit to get this one. The tip on the bit used in the previous etching was a bit worn down, which I think explains the undesirable width of its cuts. I also dropped the feedrate to 50mm/minute, which may have helped also. Anyhow, most of the cuts seem very crisp compared to earlier attempts. As before, I split the line segments into 1mm lengths using the OpenCNCPilot. I think that is probably helping a lot.I did this one is two passes. The first pass was z=-0.05, and it didn't cut through enough of the copper. The second pass was z=-0.1, which is what you see above. Yet, some of the traces on the micro-usb on the middle left still don't seem fully isolated, so I'm about to try a third pass at z=-0.15
Also, this was the first job I ran with autoleveling set at 2mm. Perhaps that helped also.
-
I received my end-mill bits for cutting the PCB loose from the rest of the copper clad blank. Which got me thinking: since I have doubled sided tape on the back of the PCB blank, I presumably don't need mouse bites or similar, right? I should be able to just cut the board outline by cutting through to the sacrificial board underneath, right? Is that what others here are doing? Or are you milling tiny little supports that you break away at the end?
Regardless, what diameter end mill bit should I use for the task? What cutting depth? I'll look back to see if it's in @andrew 's list of magic numbers, but anyone else feel free to post what you like to use and do.
-
Here's what @andrew had to say:
edge cut or hole milling with the 0.8mm endmill: feed rate: 170 z cut: -1.7mm multi depth, depth/pass: 0.2mmSo, I guess by "z cut: -1.7mm", he likely meant that as a Z that's -1.7mm below the depth of the PCB? I'm not sure how else to interpret that.Hmmm.. I think he assumed the board thickness of 1.5mm, so he gave is 0.2mm more than that. Mine (being single sided) is 1.35mm, so I'll set cutting depth to 1.6mm, just to be sure.Aside from that, 0.8mm end mill and multiple passes at a feed rate of 170. So, I guess I use flatcam to produce the gcode that conforms to this and then run it in Chilipeppr.
And, it looks like flatcam adds the cut-out supports automatically. Nice.
-
Argh. Another probe failure:
Moving to {x:4.430000007152557,y:19.430000007152557} probe failed, clear controller alarm before resuming Paused Working on probe for {x:4.430000007152557,y:24.430000007152557} Found lowest Z:0.051000000000000156 Pausedeven though I have it set to start probing at z=1.0mm. This really needs to be fixed.
-
Unfortunately, I botched the third etching pass. My fault. But I decided to try the board cutout anyway:
I didn't see a way for flatcam to do a circular cut-out, so I just went with the rectangular cut-out. Anyhow, it worked.
I receive my CNC drill bits on Friday, so after that I should be able to do a complete PCB of some kind. :)
-
Argh. Another probe failure:
Moving to {x:4.430000007152557,y:19.430000007152557} probe failed, clear controller alarm before resuming Paused Working on probe for {x:4.430000007152557,y:24.430000007152557} Found lowest Z:0.051000000000000156 Pausedeven though I have it set to start probing at z=1.0mm. This really needs to be fixed.
@neverdie said in CNC PCB milling:
This really needs to be fixed.
I wonder whether increasing the priority of the tasks using the Windows task manager might help at all? Perhaps some background tasks are interfering and slowing things down to the point where cp can't keep up with real-time?
-
@neverdie said in CNC PCB milling:
This really needs to be fixed.
I wonder whether increasing the priority of the tasks using the Windows task manager might help at all? Perhaps some background tasks are interfering and slowing things down to the point where cp can't keep up with real-time?
@neverdie there is a tutorial for custom board cutout in flatcam, "google it baby", it involves manually using open_gerber and follow commands. I'm on the phone and can't find it right now.
Regarding cutout I sugest you use 0.5mm depth and 100-150mm/min with 0.8mm endmill. Your spindle is pretty low rpm. I use 1mm depth and 300-400mm/min, 2 passes, 1.6mm thick pcb, about 40k rpm. -
For those who are interested, this is the best solder mask tutorial I was able to find:
https://www.youtube.com/watch?v=B0Syj4awcc8It doesn't look too bad, but I'd still rather not go there if I can avoid it.
However, this process doesn't seem optimized for people who are doing, say, .1mm etchings around their pads. I mean, couldn't one squeegee in the solder mask, uv cure it, and then remove what trace amounts might remain on the pads themselves by burnishing it off with a scotchbrite pad or something? I mean, for quick and dirty results that work well enough for prototyping, that's what I'd have in mind. Anyone try something like that?
The techniques on youtube for using solder mask goop aren't optimized for people who have veritable canals around their solder pads. Why not take advantage of that?
-
@NeverDie oh, you've a lot of stuff and update since my last visit here. I've just a couple of minutes now, so I just quickly checked the new posts. let me give some further details/tips to you based on the issues I see:
- flatcam does support hole milling. when you select the given drl file (project tab) you can select all of the given holes (selected tab) which you want to mill, then scroll down (see screenshot below) where you can generate the hole milling geometry.
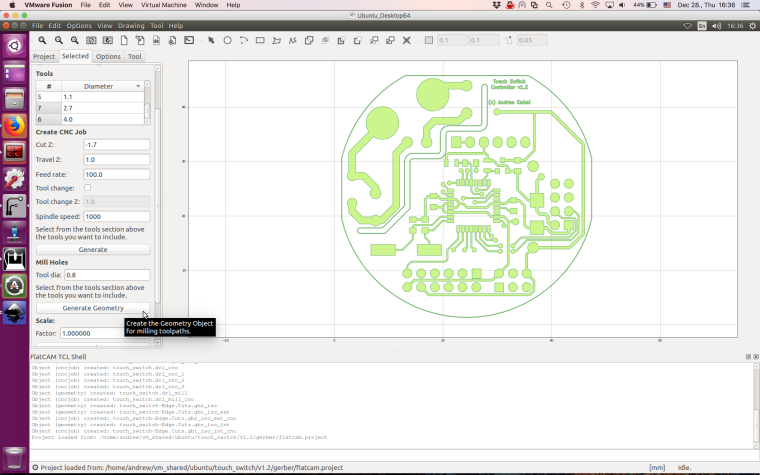
- you can find my edge cutting related details/setting in my previous posts. using the edge cuts grbl file loaded to flatcam you can generate the corresponding milling path. I use multiple passes to be sure that the spindle will be able to handle the process. you can generate the tool path from the gui as well, but I prefer the gui's command line (see the bottom line at the screenshot). use the "help" command there. for non rectangular boards I use the combination of isolate command, together with exteriors or interiors commands and with the geocutout command if it is necessary.
- in case of the autoleveling there is a safety related parameter which describes the max touch depth/travel. if the spindle has to move more, than that will trigger an error. be sure, that the safe moving Z distance and the max touch probe distance on Z axis is properly configured.
- some of your isolation results are not too nice. I would double check your cnc assembly. be sure that the x axis is parallel with the cnc bed, which is also "flat" and do not have any angle. autoleveling could make the results better, but properly adjusted xyz axis with bed is essential.
- for isolation I use multiple passes. usually 3-5 times of the tool width. I do use overlapping, usually I calculate the overlapping to be 10-20% of the given tool width.
happy hacking with the cnc :)
- flatcam does support hole milling. when you select the given drl file (project tab) you can select all of the given holes (selected tab) which you want to mill, then scroll down (see screenshot below) where you can generate the hole milling geometry.
-
@NeverDie oh, you've a lot of stuff and update since my last visit here. I've just a couple of minutes now, so I just quickly checked the new posts. let me give some further details/tips to you based on the issues I see:
- flatcam does support hole milling. when you select the given drl file (project tab) you can select all of the given holes (selected tab) which you want to mill, then scroll down (see screenshot below) where you can generate the hole milling geometry.
- you can find my edge cutting related details/setting in my previous posts. using the edge cuts grbl file loaded to flatcam you can generate the corresponding milling path. I use multiple passes to be sure that the spindle will be able to handle the process. you can generate the tool path from the gui as well, but I prefer the gui's command line (see the bottom line at the screenshot). use the "help" command there. for non rectangular boards I use the combination of isolate command, together with exteriors or interiors commands and with the geocutout command if it is necessary.
- in case of the autoleveling there is a safety related parameter which describes the max touch depth/travel. if the spindle has to move more, than that will trigger an error. be sure, that the safe moving Z distance and the max touch probe distance on Z axis is properly configured.
- some of your isolation results are not too nice. I would double check your cnc assembly. be sure that the x axis is parallel with the cnc bed, which is also "flat" and do not have any angle. autoleveling could make the results better, but properly adjusted xyz axis with bed is essential.
- for isolation I use multiple passes. usually 3-5 times of the tool width. I do use overlapping, usually I calculate the overlapping to be 10-20% of the given tool width.
happy hacking with the cnc :)
Are you doing solder mask, or have you been able to avoid that? I take it that you're also not tinning?
BTW, @executivul 's suggestion of using the OpenCNCPilot to break line segments into smaller lengths prior to autoleveling is genius. A+ Recommended.
- flatcam does support hole milling. when you select the given drl file (project tab) you can select all of the given holes (selected tab) which you want to mill, then scroll down (see screenshot below) where you can generate the hole milling geometry.
-
neverdie said in CNC PCB milling:
It's hard to photograph these etchings.
Do you have a flatbed scanner? Not sure if the copper reflects too much light, but the focus should be good.
@mfalkvidd said in CNC PCB milling:
neverdie said in CNC PCB milling:
It's hard to photograph these etchings.
Do you have a flatbed scanner? Not sure if the copper reflects too much light, but the focus should be good.
Yes, I may give that a try. Also, I think using a usb microscope to pan over the surface might make a lot of sense, since it would show more detail.
-
@NeverDie oh, you've a lot of stuff and update since my last visit here. I've just a couple of minutes now, so I just quickly checked the new posts. let me give some further details/tips to you based on the issues I see:
- flatcam does support hole milling. when you select the given drl file (project tab) you can select all of the given holes (selected tab) which you want to mill, then scroll down (see screenshot below) where you can generate the hole milling geometry.
- you can find my edge cutting related details/setting in my previous posts. using the edge cuts grbl file loaded to flatcam you can generate the corresponding milling path. I use multiple passes to be sure that the spindle will be able to handle the process. you can generate the tool path from the gui as well, but I prefer the gui's command line (see the bottom line at the screenshot). use the "help" command there. for non rectangular boards I use the combination of isolate command, together with exteriors or interiors commands and with the geocutout command if it is necessary.
- in case of the autoleveling there is a safety related parameter which describes the max touch depth/travel. if the spindle has to move more, than that will trigger an error. be sure, that the safe moving Z distance and the max touch probe distance on Z axis is properly configured.
- some of your isolation results are not too nice. I would double check your cnc assembly. be sure that the x axis is parallel with the cnc bed, which is also "flat" and do not have any angle. autoleveling could make the results better, but properly adjusted xyz axis with bed is essential.
- for isolation I use multiple passes. usually 3-5 times of the tool width. I do use overlapping, usually I calculate the overlapping to be 10-20% of the given tool width.
happy hacking with the cnc :)
@andrew said in CNC PCB milling:
I would double check your cnc assembly. be sure that the x axis is parallel with the cnc bed, which is also "flat" and do not have any angle.
To that end, it sure would help to have some adjustment knobs. Is there a kit for that? Then I could dial it in exactly.
Lacking that, though, I suppose if the sacrifice board is flat enough then I could just shim it with sheets of paper at the corners near the hold-downs. That might be more precise than just loosening and re-tightening (after nudging) the guide rail bolts, hoping for improvement.
- flatcam does support hole milling. when you select the given drl file (project tab) you can select all of the given holes (selected tab) which you want to mill, then scroll down (see screenshot below) where you can generate the hole milling geometry.
-
So, I decided to relax the constraints and go for something easier, like a simple circuit for a load switch that uses an SOT23-6 and three 0603 SMD components:
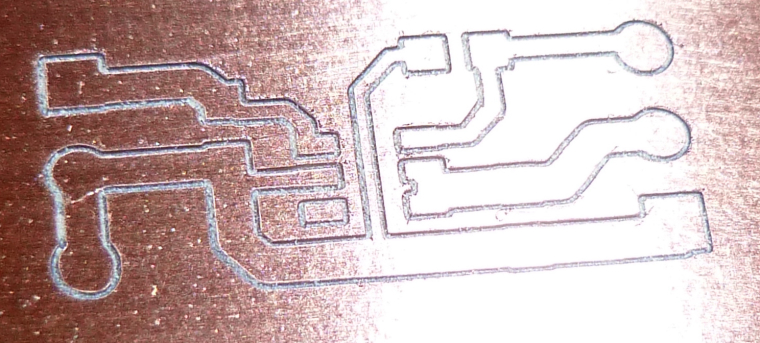
The etching came out perfect the very first time. :) I cut it using a new Jack bit, and I cut it to a depth of z=-0.15 using three flatcam passes, each -0.05 deeper than the prior one. I tested it with a contuinity meter, and isolation is perfect. :)BTW, I used OpenCNCPilot to break line segments down to 0.5mm, and I probed the board surface at 1mm for the autoleveling.
Next, I need to try soldering it to see what life without solder mask is like. To that end, would I be better off with wider cuts?
-
So, I decided to relax the constraints and go for something easier, like a simple circuit for a load switch that uses an SOT23-6 and three 0603 SMD components:
The etching came out perfect the very first time. :) I cut it using a new Jack bit, and I cut it to a depth of z=-0.15 using three flatcam passes, each -0.05 deeper than the prior one. I tested it with a contuinity meter, and isolation is perfect. :)BTW, I used OpenCNCPilot to break line segments down to 0.5mm, and I probed the board surface at 1mm for the autoleveling.
Next, I need to try soldering it to see what life without solder mask is like. To that end, would I be better off with wider cuts?
@neverdie perfect result. I would however go for -0.15 depth from the start and maybe more passes for wider engraving, or using a 0.2mm bit. The small copper between pads of the chip should be gone, at least for my sloppy soldering sessions😉
LE. I always try to look in flatcam at the cnc paths (blue) if they cover completely the space between pads.
-
So, I decided to relax the constraints and go for something easier, like a simple circuit for a load switch that uses an SOT23-6 and three 0603 SMD components:
The etching came out perfect the very first time. :) I cut it using a new Jack bit, and I cut it to a depth of z=-0.15 using three flatcam passes, each -0.05 deeper than the prior one. I tested it with a contuinity meter, and isolation is perfect. :)BTW, I used OpenCNCPilot to break line segments down to 0.5mm, and I probed the board surface at 1mm for the autoleveling.
Next, I need to try soldering it to see what life without solder mask is like. To that end, would I be better off with wider cuts?
@neverdie I've had a nasty idea: try using a sharpie (very thin permanent marker) as soldermask, a few lines between the pads, just enough to stop the solder from bridging.
Might resist the heat for a short while and do the job, specially the nasty chemical smelling ones, I believe they are more like a paint than like water colours.
PS. It's just a never tested idea, don't blame me for weird drawings on your pcb. -
@neverdie I've had a nasty idea: try using a sharpie (very thin permanent marker) as soldermask, a few lines between the pads, just enough to stop the solder from bridging.
Might resist the heat for a short while and do the job, specially the nasty chemical smelling ones, I believe they are more like a paint than like water colours.
PS. It's just a never tested idea, don't blame me for weird drawings on your pcb.@executivul Yes, or use solder mask with a fountain pen or syringe or something to get it into those crevices. I do think the squeegee idea might work. Pack it in, wipe off the copper with a paper towel, and then bake it with uv. Seems like it might be fast and easy. Seems like you could always burnish any remainder off the pads. Not having tried it, but I don't see what can go wrong. And you only need it around the tricky pads, not the entire board.
-
Also, there's this solder mask, which you can cure with a heat gun:
https://www.amazon.com/MG-Chemicals-Peelable-Solder-Mask/dp/B009V1JZE6/ref=sr_1_1?ie=UTF8&qid=1514496094&sr=8-1&keywords=solder+mask
and maybe you can peel it off any pads that it accidently stick to. -
Solder maks repair pens do exist. Maybe that could work?
https://www.mgchemicals.com/products/prototyping-and-circuit-repair/pens/overcoat-pen-419dEdit: no, it won't work :(
Reference: http://www.digikey.com/en/pdf/c/chemtronics/solder-resist-repairs -
@neverdie perfect result. I would however go for -0.15 depth from the start and maybe more passes for wider engraving, or using a 0.2mm bit. The small copper between pads of the chip should be gone, at least for my sloppy soldering sessions😉
LE. I always try to look in flatcam at the cnc paths (blue) if they cover completely the space between pads.
@executivul said in CNC PCB milling:
I would however go for -0.15 depth from the start
Why is that better than multiple passes to get that depth? Isn't the tip less likely to break if multiple passes are used?
BTW, I ordered the peelable solder mask, so I'll see how that goes. It should arrive tomorrow.
-
Exact same procedure as last time, except this time using the Model 20 and a different etching pattern:
Meh, I'm not sure it's really an improvement. The model 20 jbit ust doesn't seem to cut as cleanly as a Jack bit.
BTW, I increased the windows task priority of the browser (and, there, Chilipeppr) and also the serial port jason server, both to High. Since then I haven't had any probe failures. Causation, or luck? Time will tell.