CNC PCB milling
-
@neverdie unfortunately, as I mentioned, I don't have ER11 (yet), and I just read articles and vendor suggestions on the installation method, so I cannot provide experience based suggestions to that. as far as I remember nor concrete temperature was mentioned, so I would say you should not "overheat" it.
@andrew said in CNC PCB milling:
@neverdie unfortunately, as I mentioned, I don't have ER11 (yet), and I just read articles and vendor suggestions on the installation method, so I cannot provide experience based suggestions to that. as far as I remember nor concrete temperature was mentioned, so I would say you should not "overheat" it.
I slipped it on, no problem at all. After freezing the motor overnight, what I did was heat the ER11 with my wife's crafting hot air gun. I held it with an insulated glove as I warmed it up. When it started to become uncomfortable to hold with even the insulated glove, I slipped it on without any resistance.
Hopefully this info will help you when you receive yours.
-
@andrew said in CNC PCB milling:
@neverdie unfortunately, as I mentioned, I don't have ER11 (yet), and I just read articles and vendor suggestions on the installation method, so I cannot provide experience based suggestions to that. as far as I remember nor concrete temperature was mentioned, so I would say you should not "overheat" it.
I slipped it on, no problem at all. After freezing the motor overnight, what I did was heat the ER11 with my wife's crafting hot air gun. I held it with an insulated glove as I warmed it up. When it started to become uncomfortable to hold with even the insulated glove, I slipped it on without any resistance.
Hopefully this info will help you when you receive yours.
-
I seem to be finished with the mechanical assembly:
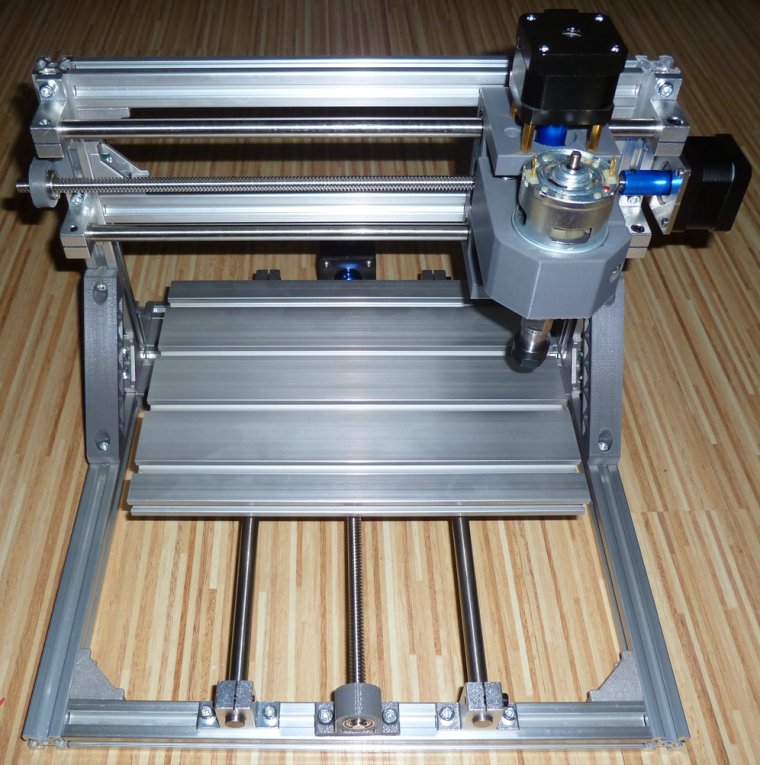
However, these washers came with the kit, and I'm not sure what they're for:
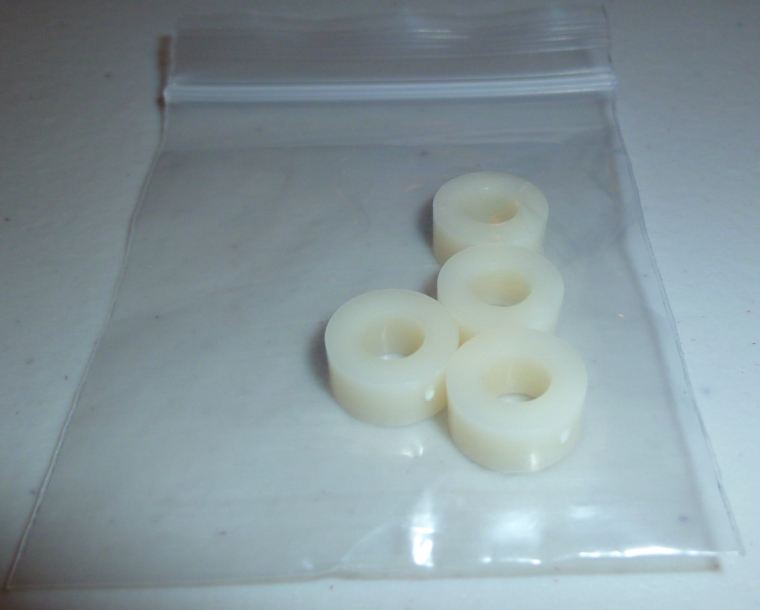
Anyone know? Are they for mounting the woodpecker board to the frame?Next I need to do the firmware upgrade and then wire things up.
-
I seem to be finished with the mechanical assembly:
However, these washers came with the kit, and I'm not sure what they're for:
Anyone know? Are they for mounting the woodpecker board to the frame?Next I need to do the firmware upgrade and then wire things up.
-
@andrew said in CNC PCB milling:
@neverdie unfortunately, as I mentioned, I don't have ER11 (yet), and I just read articles and vendor suggestions on the installation method, so I cannot provide experience based suggestions to that. as far as I remember nor concrete temperature was mentioned, so I would say you should not "overheat" it.
I slipped it on, no problem at all. After freezing the motor overnight, what I did was heat the ER11 with my wife's crafting hot air gun. I held it with an insulated glove as I warmed it up. When it started to become uncomfortable to hold with even the insulated glove, I slipped it on without any resistance.
Hopefully this info will help you when you receive yours.
@neverdie said in CNC PCB milling:
ER11
FYI - Was reading on another forum where the user was going to replace the ER11 with a larger version so he could use 8mm bits (fairly standard metric size for wood routing bits, but incredibly strong)...
Somebody pointed out to the guy that there are collets available for the ER11 specifically for 8mm shafted toolbits...
https://www.sorotec.de/shop/Spannzange-ER-11---8-00mm-DIN-6499B-4008E-Klasse-II.html -
I seem to be finished with the mechanical assembly:
However, these washers came with the kit, and I'm not sure what they're for:
Anyone know? Are they for mounting the woodpecker board to the frame?Next I need to do the firmware upgrade and then wire things up.
-
Carved this on my home made cnc router recently.
Bit off topic but good fun.
It is about 2ft diameter and 8" thick(old millstone)

-
@rmtucker said in CNC PCB milling:
@neverdie
You have gone quiet:relaxed:
Must be beavering away cutting pcb's?No, I've simply misplaced my Dragon AVR programmer for the firmware upgrade, so I need to hunt it down.
-
Anyway, once I do get the firmware upgraded and it wired up, what's the best way to start testing it? Do I need to learn GRBL as execuval seems to imply, or are there some simple tests I can run? I imagine some kind of calibration would be the need step, but I haven't read that far ahead because there's nothing to read (well, haven't googled it out yet either).
-
Anyway, once I do get the firmware upgraded and it wired up, what's the best way to start testing it? Do I need to learn GRBL as execuval seems to imply, or are there some simple tests I can run? I imagine some kind of calibration would be the need step, but I haven't read that far ahead because there's nothing to read (well, haven't googled it out yet either).
-
@neverdie said in CNC PCB milling:
ER11
FYI - Was reading on another forum where the user was going to replace the ER11 with a larger version so he could use 8mm bits (fairly standard metric size for wood routing bits, but incredibly strong)...
Somebody pointed out to the guy that there are collets available for the ER11 specifically for 8mm shafted toolbits...
https://www.sorotec.de/shop/Spannzange-ER-11---8-00mm-DIN-6499B-4008E-Klasse-II.html@zboblamont said in CNC PCB milling:
was going to replace the ER11 with a larger version
Given how it's installed, I don't see how you can get it off. I would assume it's permanent.
-
@zboblamont said in CNC PCB milling:
was going to replace the ER11 with a larger version
Given how it's installed, I don't see how you can get it off. I would assume it's permanent.
@neverdie From memory the guy got it off with a hub-puller, and a persuader, but the point I was trying to make was that there is a collet assembly for the ER11which takes 8mm...
-
Anyway, once I do get the firmware upgraded and it wired up, what's the best way to start testing it? Do I need to learn GRBL as execuval seems to imply, or are there some simple tests I can run? I imagine some kind of calibration would be the need step, but I haven't read that far ahead because there's nothing to read (well, haven't googled it out yet either).
@neverdie said in CNC PCB milling:
Anyway, once I do get the firmware upgraded and it wired up, what's the best way to start testing it? Do I need to learn GRBL as execuval seems to imply, or are there some simple tests I can run? I imagine some kind of calibration would be the need step, but I haven't read that far ahead because there's nothing to read (well, haven't googled it out yet either).
First watch the video (now I can't get it out of my head :man-bowing: )
https://www.youtube.com/watch?v=UOk6echpeqQThen, after you update to grbl 0.9j go to chilipeppr.com/grbl, download the SPJS, start it and start playing.
-
I hope these heatsinks that came with the kit don't short things out. Seems rather dicey.
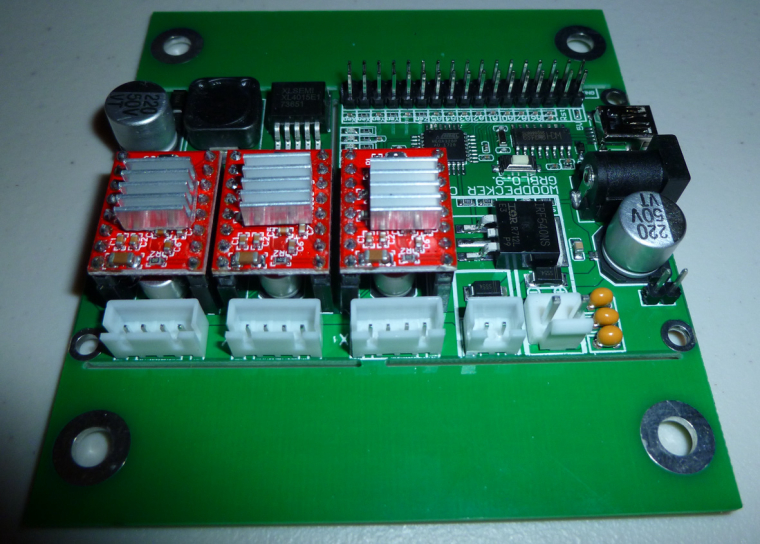
In any case, until I can find my Dragon, I'm going to limp along with GRBL 0.9j so I can finish up the build. I'll upgrade later after I find it.
-
I hope these heatsinks that came with the kit don't short things out. Seems rather dicey.
In any case, until I can find my Dragon, I'm going to limp along with GRBL 0.9j so I can finish up the build. I'll upgrade later after I find it.
@neverdie the er-11 should be permanent. this spindle is not powerful enough to handle bigger tools and to mill harder materials.
you can start with grbl 0.9j, but it is worth to upgrade to 1.1f.
to the fw upgrade you can use a simple arduino as ISP programmer as well if you do not find your dragon.with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
-
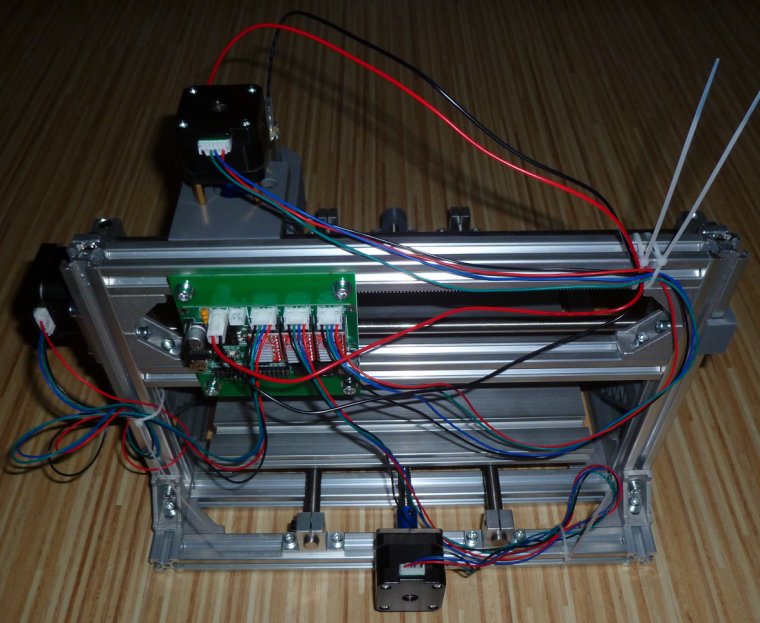
Done! Jack was certainly, uh, generous with the length of the wiring. I provisionally tacked it out of the way with the zip ties provided. I'll secure it better after I'm sure it's all working.
-
@neverdie the er-11 should be permanent. this spindle is not powerful enough to handle bigger tools and to mill harder materials.
you can start with grbl 0.9j, but it is worth to upgrade to 1.1f.
to the fw upgrade you can use a simple arduino as ISP programmer as well if you do not find your dragon.with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
@andrew said in CNC PCB milling:
with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
Thanks! That provided exactly what I was looking for. I ran the demo with no etching bit installed, and at first both X and Y seemed to be working, but the adapter coupling eventually loosened on both of them to the point where there was no longer X and Y movement. I've re-tightened tem, and it's working again. I hope it lasts.
Not sure where I should go next from here though.
-
@andrew said in CNC PCB milling:
with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
Thanks! That provided exactly what I was looking for. I ran the demo with no etching bit installed, and at first both X and Y seemed to be working, but the adapter coupling eventually loosened on both of them to the point where there was no longer X and Y movement. I've re-tightened tem, and it's working again. I hope it lasts.
Not sure where I should go next from here though.
@neverdie said in CNC PCB milling:
@andrew said in CNC PCB milling:
with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
Thanks! That provided exactly what I was looking for. I ran the demo with no etching bit installed, and at first both X and Y seemed to be working, but the adapter coupling eventually loosened on both of them to the point where there was no longer X and Y movement. I've re-tightened tem, and it's working again. I hope it lasts.
Not sure where I should go next from here though.
so, as this machine does not have limit switches installed, it is your responsibility to move the gantry to a position, from where you would like to start the job and which provides enough space for each direction movement. usually you have to set a relative zero at the given starting point.
what is next? did you adjusted the stepper drivers? if not, then do it (I shared the link above). this is necessary to be sure, that the steppers will be powered with enough current (so they will be powerful enough for the given speed related movement and to provide enough force) or will not be overdriven.
then, I would say try to engrave the chilipeppr logo to a soft material first, have some experience with the cnc.
then, as I mentioned, discover the flatcam tool and try to create an isolation routing job for a test pcb.
I already mentioned my confirmed settings for the given jobs (edge / hole milling, isolation routing).
you should sacrifice some boards for your experience :)also, try to find your ideal g code sender tool by trying multiple ones.
Hello! It looks like you're interested in this conversation, but you don't have an account yet.
Getting fed up of having to scroll through the same posts each visit? When you register for an account, you'll always come back to exactly where you were before, and choose to be notified of new replies (either via email, or push notification). You'll also be able to save bookmarks and upvote posts to show your appreciation to other community members.
With your input, this post could be even better 💗
Register Login