DIY CNC mill from mainly salvaged and 3D printed parts




-
So the CNC is near ready for testing. I need to solder a connector on to the X axis stepper and I should be able to run some tests. I think the next step is going to be figuring out how to calibrate the GRBL controller.
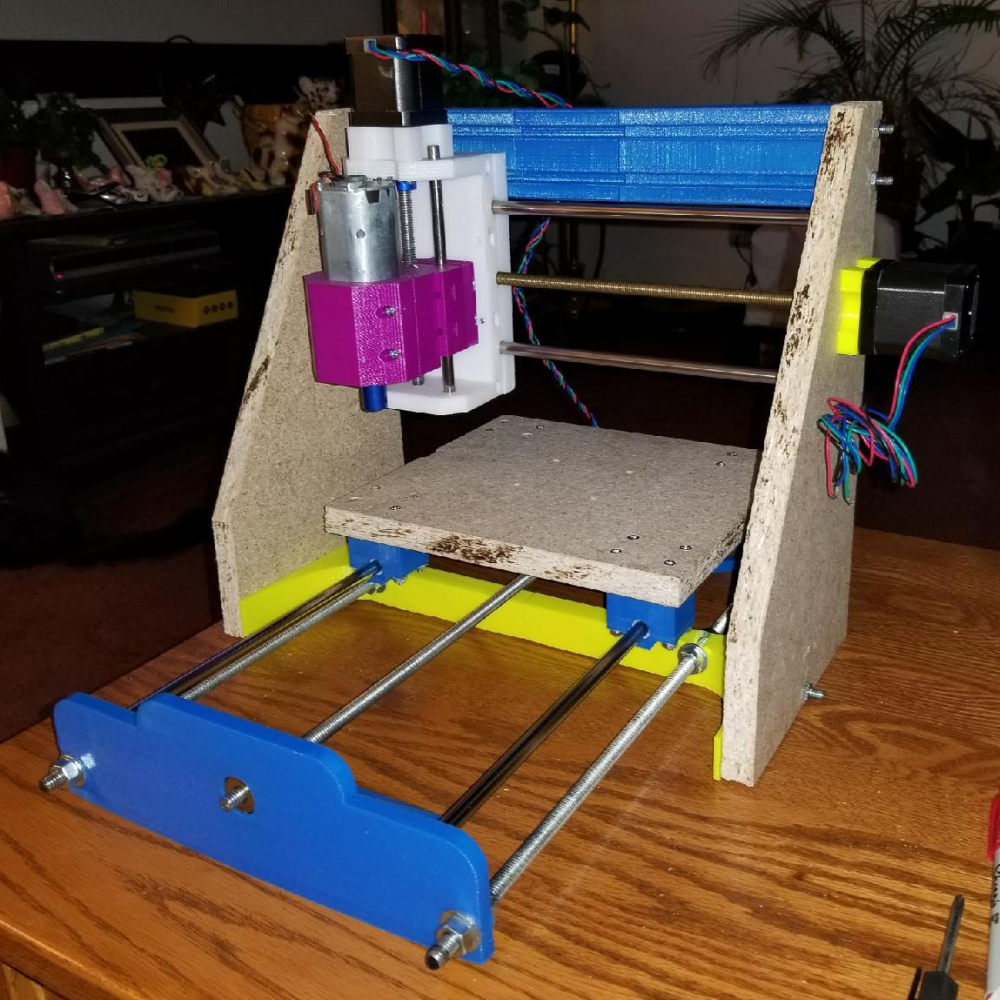
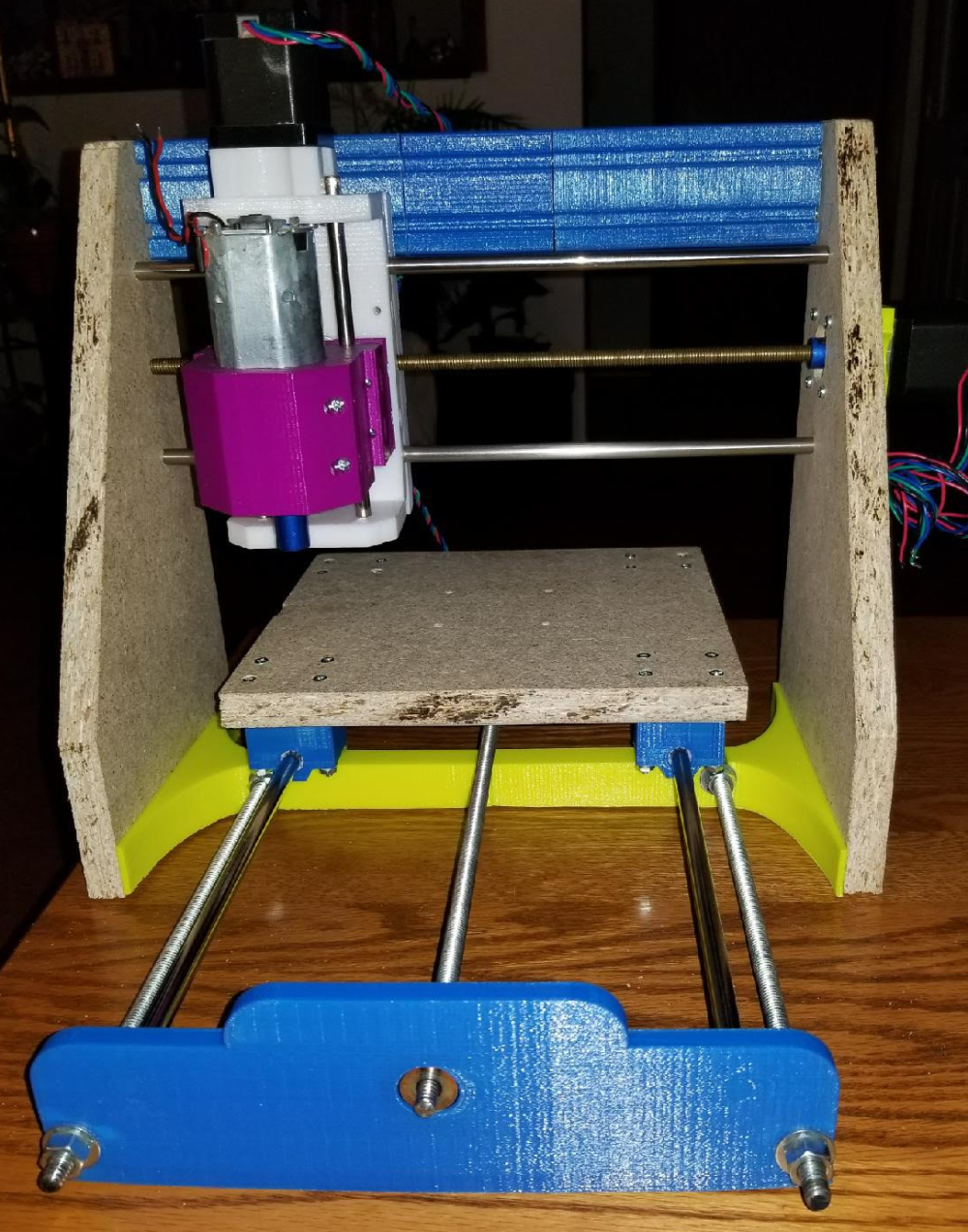
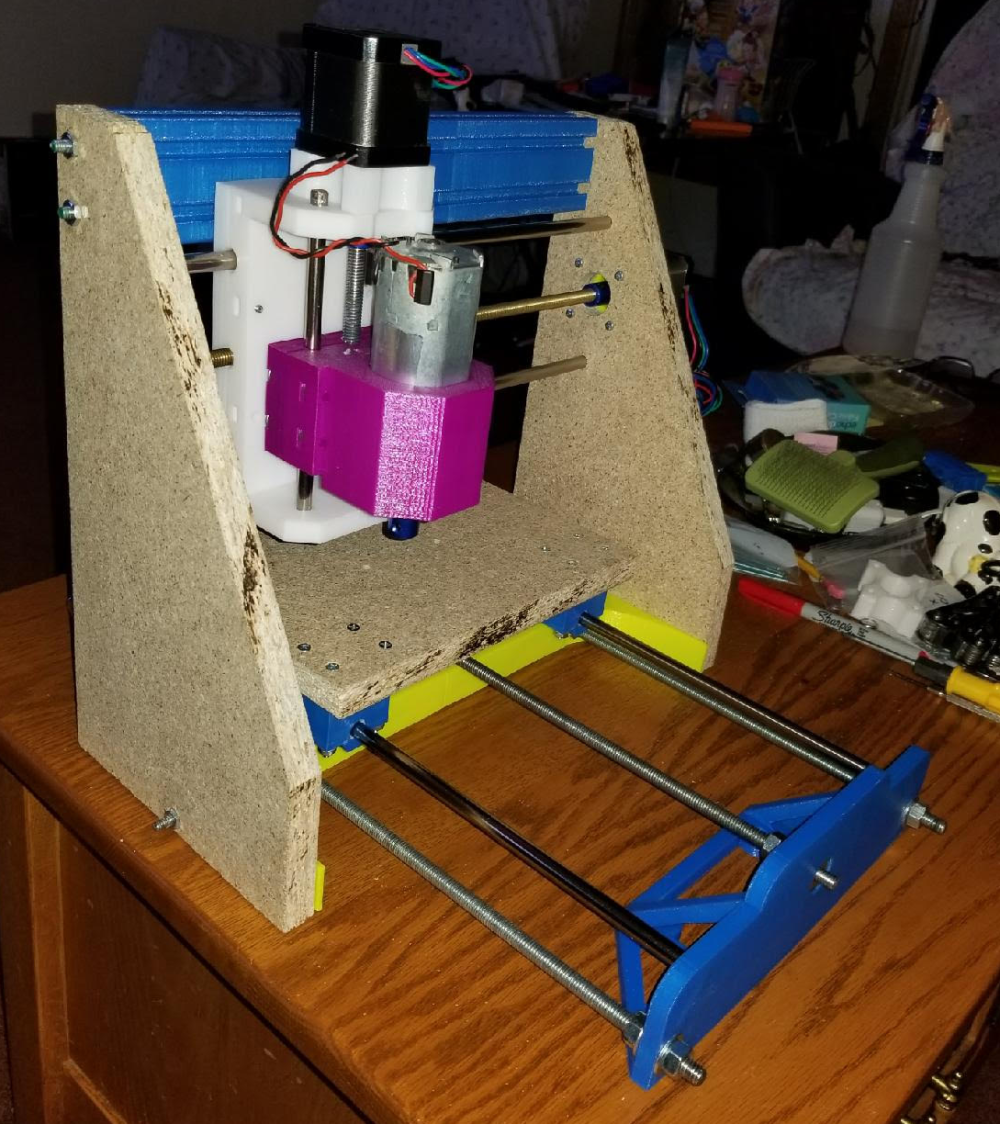
Here are some pics of the build so far.
-
So the CNC is near ready for testing. I need to solder a connector on to the X axis stepper and I should be able to run some tests. I think the next step is going to be figuring out how to calibrate the GRBL controller.
Here are some pics of the build so far.
-
@dbemowsk A+ for sticking with it all the way to completion.
The main calibration number will probably be the revolutions per inch for each of the axises (axi?). From there you can start air carving.
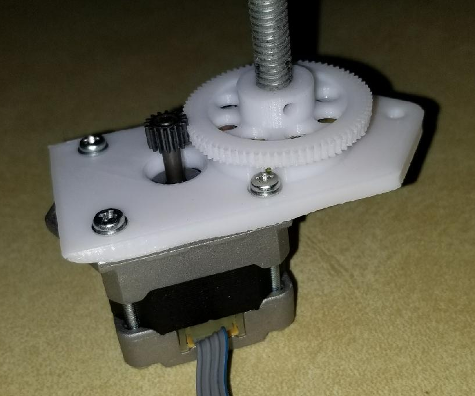
@neverdie Thanks. I appreciate the tip and the compliment. Are you sure it is revolutions per inch and not steps per inch? The larger black motors I have for the X and Z axes are 400 steps per rev, but I think the Y axis motor is only 200 steps per rev. The Y axis is running on the large geared assembly though, so that should help more with both torque and revolution step count.
There is the talk about the rigidity of it. I am thinking if I run it a bit slower, the rigidity will matter a little bit less, but I'll see once I get it going. The MDF I used is 3/4", and it feels pretty rigid, but only tests will tell. I have my spindle chuck, a set of 7 coletts and some bits on order from amazon. Those should be here tomorrow I am thinking, since everything was prime.
-
@dbemowsk A+ for sticking with it all the way to completion.
The main calibration number will probably be the revolutions per inch for each of the axises (axi?). From there you can start air carving.
@neverdie said in DIY CNC mill from mainly salvaged and 3D printed parts:
@dbemowsk A+ for sticking with it all the way to completion.
The main calibration number will probably be the revolutions per inch for each of the axises (axi?). From there you can start air carving.
I'm just going from memory. I think you're right, though: steps per inch. Or something like that. ;)
-
So here is it's maiden voyage... It's first simultaneous run of all axes, AKA the initial X, Y and Z axis test.
https://www.youtube.com/watch?v=8diihXJwMj0 -
I believe these are the settings that I need to change: https://github.com/grbl/grbl/wiki/Configuring-Grbl-v0.9
I will be trying to configure things tonight. From the tracking information, I should have my chuck, coletts and the drills tonight, but the V bits won't be here til Monday. I am wondering if there are any test files that I can try to test my calibration? I will try to set up software on my WIndows laptop for now, but may migrate to a laptop running linux for the final setup. -
I haven't had a chance to test the accuracy of the machine yet, but I did find a web page that has a VERY useful calculator for figuring out your steps per mm for a lead screw type system.
https://www.prusaprinters.org/calculator
Scroll down to the section labeled "Steps per millimeter - leadscrew driven systems". You just enter the parameters of your motor, microstepping, gear ratio (if any) and lead screw type/size. From that it calculates the steps per mm that is needed to configure your X, Y and Z axes for your GRBL controller.Figured this may be useful to others.
-
Or use a dial gauge and get an exact measurement.
-
That should work. Here's what I meant though:
-
That should work. Here's what I meant though:
-
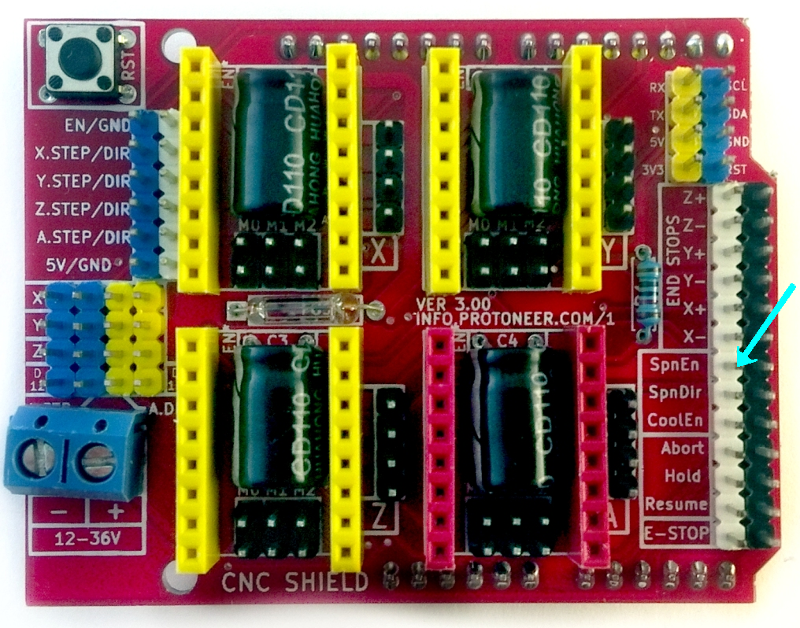
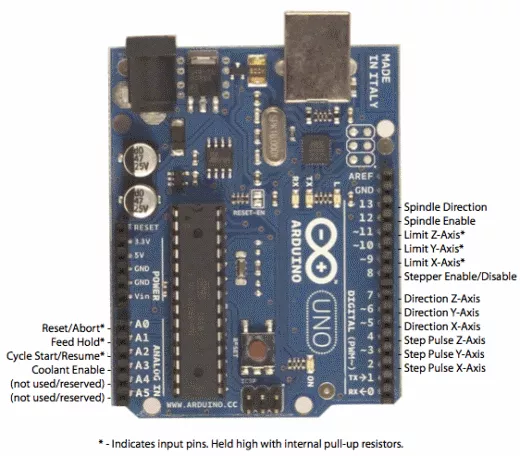
So I am trying to get my spindle control set up and I am having an issue. I am checking with a volt meter between the spindle enable (SpnEn) and ground and I am reading 5v. No matter what spindle commands I am sending (M03, M04 or M05) I am always reading 5v. Is there a different command for spindle enable? If I check the spindle direction pin (SpnDir), I read 5v when I send M03, and 0v when I send M04. So that appears to be working.
-
So I am trying to get my spindle control set up and I am having an issue. I am checking with a volt meter between the spindle enable (SpnEn) and ground and I am reading 5v. No matter what spindle commands I am sending (M03, M04 or M05) I am always reading 5v. Is there a different command for spindle enable? If I check the spindle direction pin (SpnDir), I read 5v when I send M03, and 0v when I send M04. So that appears to be working.
@dbemowsk
On my board,
M3 SP1000
spins the spindle at maximum speed. Just M3 by itself doesn't.
It's not obvious from looking at your board where the spindle OUT voltage is. Maybe on the opposite side? I guess you'll have to probe around to find it. -
@dbemowsk
On my board,
M3 SP1000
spins the spindle at maximum speed. Just M3 by itself doesn't.
It's not obvious from looking at your board where the spindle OUT voltage is. Maybe on the opposite side? I guess you'll have to probe around to find it.@neverdie The SpnEn and SpnDir are control signals. For this board you need to have an external motor driver. After some looking, I may have found my answer. I am running GRBL 1.1. It appears that they swapped 2 of the pins. Pin 12 used to be the spindle enable pin in GRBL 0.9. In 1.1, they swapped 11 and 12 because pin 12 cannot be used for PWM which is how the controller limits the speed. I have not tried it yet, but I am going to try the Z+ pin which is pin 11. If that works, I may do a slight board mod.
Here is the post that explains it. https://github.com/grbl/grbl/issues/1187
-
Yes, my typo, just S, not SP.
I do wonder whether some of the more "advanced" boards, like the Duet WiFi, actually perform better, or whether the results are the same.
I think I may get a RAMPS board, if only because it supports Marlin, and that's what the MPCNC uses.
On the other hand, there is a smoothieboard clone on aliexpress for $40. . Hmm... It's tempting....
The jump from GRBL 0.9 to 1.1 convinced me that the firmware can make a difference, that it's not just all equivalent.
-
Yes, my typo, just S, not SP.
I do wonder whether some of the more "advanced" boards, like the Duet WiFi, actually perform better, or whether the results are the same.
I think I may get a RAMPS board, if only because it supports Marlin, and that's what the MPCNC uses.
On the other hand, there is a smoothieboard clone on aliexpress for $40. . Hmm... It's tempting....
The jump from GRBL 0.9 to 1.1 convinced me that the firmware can make a difference, that it's not just all equivalent.
@neverdie I have always said, at least for 3D printers, that RAMPS was the way to go if you had to change your main board. Many of these 3D printer main boards have everything integrated into them. With RAMPS, it is all modular. If something dies, you are replacing 1 part rather than an entire board.
-
@neverdie I have always said, at least for 3D printers, that RAMPS was the way to go if you had to change your main board. Many of these 3D printer main boards have everything integrated into them. With RAMPS, it is all modular. If something dies, you are replacing 1 part rather than an entire board.
@dbemowsk I'll give it a shot. I ordered a mildly upgraded RAMPs board (so called "version 1.6"). It doesn't have the re-settable fuses, which I guess have a dodgy reputation (or so Tom Sanlanderer seems to imply).
https://www.aliexpress.com/item/Bigtreetech-upgrade-Ramps-1-5-Base-on-Ramps-1-4-3D-control-panel-printer-Control-Reprap/32822038995.html?spm=a2g0s.9042311.0.0.9zbnJj
I'll be curious as to whether it can accept either the TMC2130 or the TMC2660 modules. -
@dbemowsk I'll give it a shot. I ordered a mildly upgraded RAMPs board (so called "version 1.6"). It doesn't have the re-settable fuses, which I guess have a dodgy reputation (or so Tom Sanlanderer seems to imply).
https://www.aliexpress.com/item/Bigtreetech-upgrade-Ramps-1-5-Base-on-Ramps-1-4-3D-control-panel-printer-Control-Reprap/32822038995.html?spm=a2g0s.9042311.0.0.9zbnJj
I'll be curious as to whether it can accept either the TMC2130 or the TMC2660 modules.@neverdie I think most of those stepper driver modules run the same footprint. Check out this link. It is from Tom's 3D forum. People there are talking about those as replacements for the DRV88256's, which are the ones that I have. May be some useful info for you.
https://discuss.toms3d.org/hardware-f6/drv8825-vs-tmc2100-vs-tmc2130-vs-tmc2208-t250.html
Hello! It looks like you're interested in this conversation, but you don't have an account yet.
Getting fed up of having to scroll through the same posts each visit? When you register for an account, you'll always come back to exactly where you were before, and choose to be notified of new replies (either via email, or push notification). You'll also be able to save bookmarks and upvote posts to show your appreciation to other community members.
With your input, this post could be even better 💗
Register Login