CNC PCB milling
-
@neverdie I've had a nasty idea: try using a sharpie (very thin permanent marker) as soldermask, a few lines between the pads, just enough to stop the solder from bridging.
Might resist the heat for a short while and do the job, specially the nasty chemical smelling ones, I believe they are more like a paint than like water colours.
PS. It's just a never tested idea, don't blame me for weird drawings on your pcb.
-
@executivul Yes, or use solder mask with a fountain pen or syringe or something to get it into those crevices. I do think the squeegee idea might work. Pack it in, wipe off the copper with a paper towel, and then bake it with uv. Seems like it might be fast and easy. Seems like you could always burnish any remainder off the pads. Not having tried it, but I don't see what can go wrong. And you only need it around the tricky pads, not the entire board.
-
Also, there's this solder mask, which you can cure with a heat gun:
https://www.amazon.com/MG-Chemicals-Peelable-Solder-Mask/dp/B009V1JZE6/ref=sr_1_1?ie=UTF8&qid=1514496094&sr=8-1&keywords=solder+mask
and maybe you can peel it off any pads that it accidently stick to.
-
Solder maks repair pens do exist. Maybe that could work?
https://www.mgchemicals.com/products/prototyping-and-circuit-repair/pens/overcoat-pen-419dEdit: no, it won't work

Reference: http://www.digikey.com/en/pdf/c/chemtronics/solder-resist-repairs
-
@executivul said in CNC PCB milling:
I would however go for -0.15 depth from the start
Why is that better than multiple passes to get that depth? Isn't the tip less likely to break if multiple passes are used?
BTW, I ordered the peelable solder mask, so I'll see how that goes. It should arrive tomorrow.
-
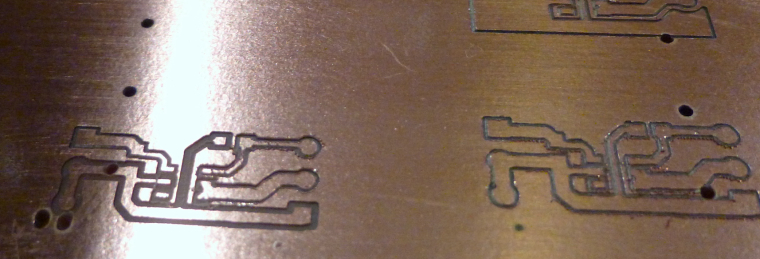
Exact same procedure as last time, except this time using the Model 20 and a different etching pattern:
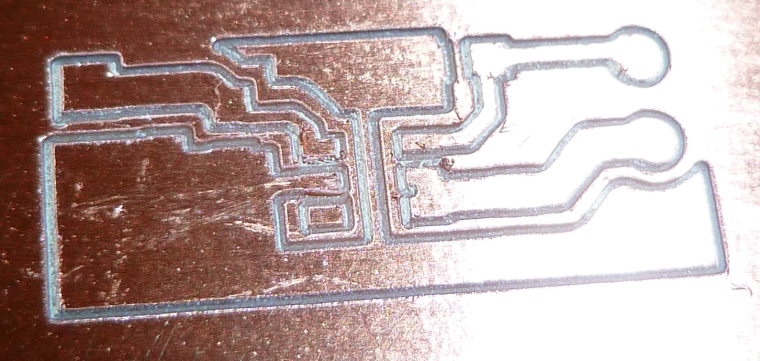
Meh, I'm not sure it's really an improvement. The model 20 jbit ust doesn't seem to cut as cleanly as a Jack bit.
BTW, I increased the windows task priority of the browser (and, there, Chilipeppr) and also the serial port jason server, both to High. Since then I haven't had any probe failures. Causation, or luck? Time will tell.
-
@neverdie said in CNC PCB milling:
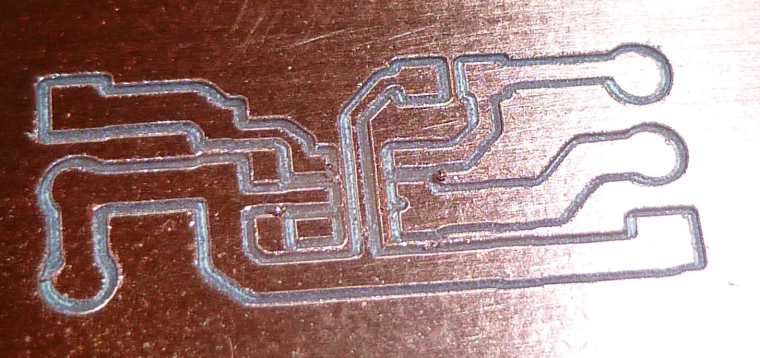
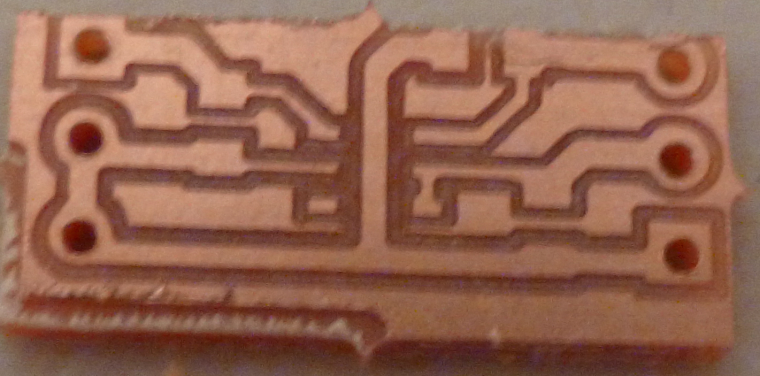
So, I decided to relax the constraints and go for something easier, like a simple circuit for a load switch that uses an SOT23-6 and three 0603 SMD components:
The etching came out perfect the very first time.") I cut it using a new Jack bit, and I cut it to a depth of z=-0.15 using three flatcam passes, each -0.05 deeper than the prior one. I tested it with a contuinity meter, and isolation is perfect.
I cut it using a new Jack bit, and I cut it to a depth of z=-0.15 using three flatcam passes, each -0.05 deeper than the prior one. I tested it with a contuinity meter, and isolation is perfect. BTW, I used OpenCNCPilot to break line segments down to 0.5mm, and I probed the board surface at 1mm for the autoleveling.
Next, I need to try soldering it to see what life without solder mask is like. To that end, would I be better off with wider cuts?
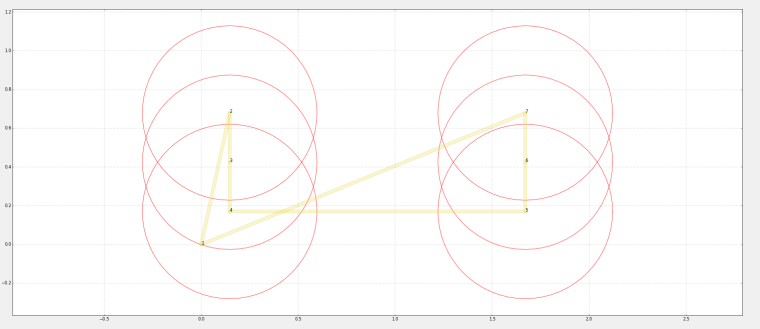
I think ideally the CNC would remove all of the extraneous copper that's near the pads. That way there'd be no risk of solder bridging to the extraneous copper. However, how to do that? The software doesn't obviously support removing extraneous copper.
Here's an example:
 )
)
-
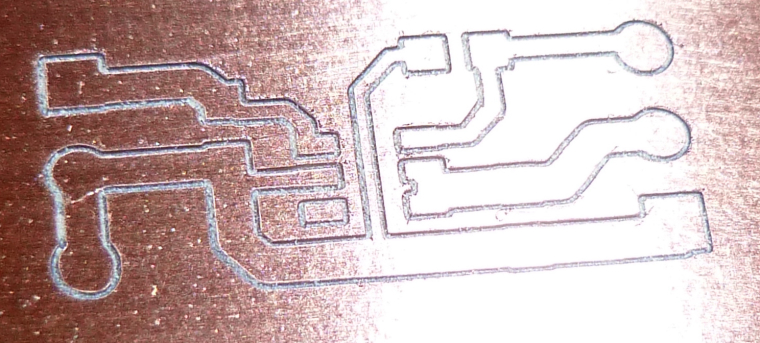
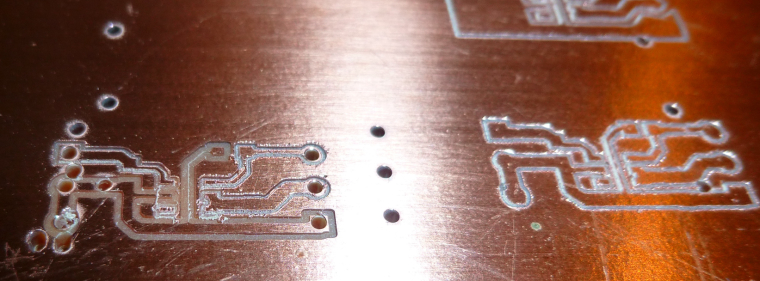
Here's the Model 20 bit again, but this time with flatcam being told that its width is 0.25mm:
The pad widths are just not as uniform as with the Jack bit. On the other hand, it looks like it should be less prone to solder bridging.
-
@andrew How are you managing the alignment on your double sided boards, such that when you flip the PCB over to mill the other side too, all the via holes, etc., are lined up where they should be?
-
@neverdie said in CNC PCB milling:
Here's the Model 20 bit again, but this time with flatcam being told that its width is 0.25mm
how flatcam told you the width or how do you calculate the tool width? it should be specified by you, flatcam does not know how to calculate the tool width in case of carving bits, it varies with the milling depth and depends on the tip's angle and end width. please see the corresponding mathematic formula mentioned in my previous posts.
you have to generate the isolation routing G code for a specific tool/bit, it cannot be re-used for a different sized one.
- flatcam supports double sided pcb milling with proper alignment holes. using them the isolation routing will be precisely aligned on both sides. you have to drill the alignment holes first, then make the isolation routing on the bottom side, then turn the pcb and finish the isolation routing and the drilling on the top side. it is also highlighted on flatcam's website: http://flatcam.org/manual/procedures.html#side-pcb
- for isolation routing it is useless to make multiple passes for multiple depth.
- to make the isolation routing width larger, you should use multiple passes. this is necessary to create a large enough isolation width. to be sure that all copper will be removed between the different passes (e.g. due to cnc inaccuracy or backlash) you should use overlapping. see http://flatcam.org/manual/procedures.html#wide-isolation-routing
- flatcam supports full copper removal, so it is possible to keep only the traces and pads, although with a carving bit it is very time consuming. you should use endmils for this job. see http://flatcam.org/manual/procedures.html#copper-area-clear
- it is possible to solder smd parts without solder mask, it is just question of the technique / tool. I've no problem with 0805 sized smd parts and tqfp100 housed ICs, however it is easier to do it if you have solder mask, of course. if you would like to prevent the oxidation only, then you can use tinning. for this purpose I use chemical tinning.
-
@andrew said in CNC PCB milling:
to make the isolation routing width larger, you should use multiple passes. this is necessary to create a large enough isolation width. to be sure that all copper will be removed between the different passes (e.g. due to cnc inaccuracy or backlash) you should use overlapping. see http://flatcam.org/manual/procedures.html#wide-isolation-routing
Just to clarify that what andrew is talking about is multiple radial passes with an offset further away from the track/pads each time.
Not multiple passes in the depth.
-
@rmtucker said in CNC PCB milling:
@andrew said in CNC PCB milling:
to make the isolation routing width larger, you should use multiple passes. this is necessary to create a large enough isolation width. to be sure that all copper will be removed between the different passes (e.g. due to cnc inaccuracy or backlash) you should use overlapping. see http://flatcam.org/manual/procedures.html#wide-isolation-routing
Just to clarify that what andrew is talking about is multiple radial passes with an offset further away from the track/pads each time.
Not multiple passes in the depth.exactly
-
Bah! It did drill 6 holes, but it grouped them so close together that it looks like two holes instead:
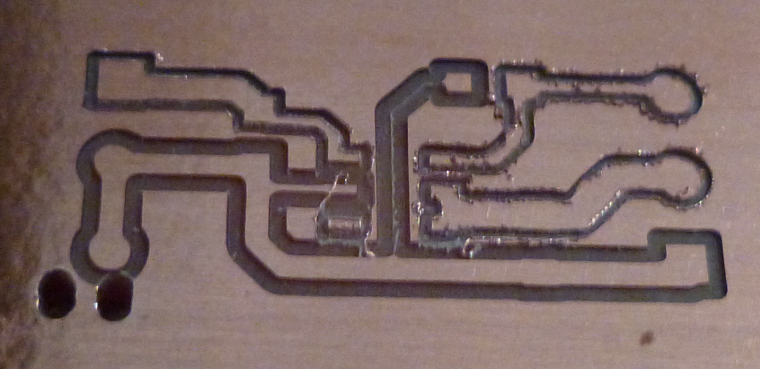
I suspect an inches instead of mm error may be the culprit, but I haven't checked it yet. For sure the scaling for positioning the drill holes seems way off.
-
Strangely, flatcam seems to show roughly the correct hole size (0.9mm), yet the x and y dimensions are way off:
So, I took a wild guess that maybe it was off by a scaling factor of 25.4. Well, that did produce 6 separate holes, but they missed the target pads by a huge amount:
I'm stumped. I'm not sure where the disconnect is. Anyone seen this problem before?
-
So, I tried a couple more wild guesses, and the last guess was a match. It turns out that the scaling is off by a factor of 10x:
I have no idea why the scaling is in error, but at least now I have an antidote.
-
@executivul I've now done a couple thousand auto-leveling probes in Chilipeppr with no probe failures. If it helps you at all, I think elevating the task priority to "High" on the browser (I use chrome) and the serial port jason is what made the difference. I've not had any probe failures at all since doing that.
-
The corrected drilling works:
The etching, though, seems to have a lot of variability in crispness from one etching to the next.
-
@neverdie why do you use any scaling factor at all? be sure you export the grbl files with proper metrics, then apply the given metrics settings in flatcam (it has global and project specific settings as well), then no scaling is necessary.
-
@andrew said in CNC PCB milling:
@neverdie why do you use any scaling factor at all? be sure you export the grbl files with proper metrics, then apply the given metrics settings in flatcam (it has global and project specific settings as well), then no scaling is necessary.
I'm using Diptrace. I export from Diptrace an "N/C Drill" file. Then, when in flatcam, I open it as an Excellon file. Perhaps an "N/C Drill" file is not 100% compatible with an Excellon file opened from within flatcam? Perhaps there is some other way?
-
@andrew said in CNC PCB milling:
@neverdie why do you use any scaling factor at all? be sure you export the grbl files with proper metrics, then apply the given metrics settings in flatcam (it has global and project specific settings as well), then no scaling is necessary.
It turns out to be a known issue for users of both diptrace and flatcam:: https://muut.com/i/flatcam/usage:diptrace-drill-file-off-sca
-
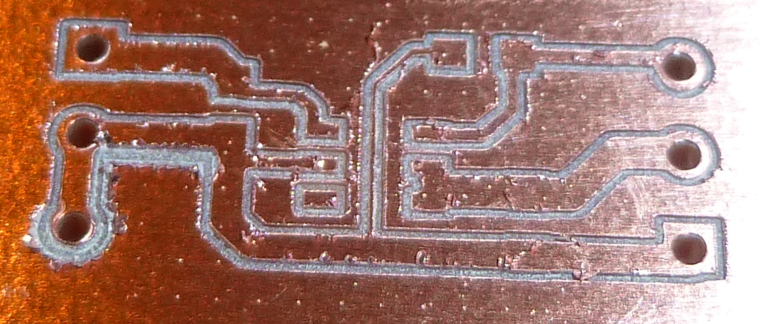
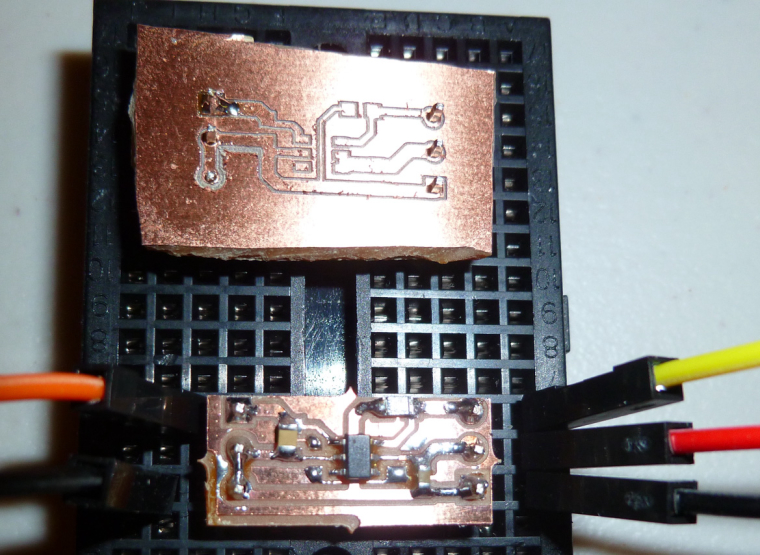
Here's my first milled PCB that's standalone:
-
I soldered on three 0805 components, but afterward I was surprised to find that all three were shorted (tested using a cotinuity meter):
I thought I had been reasonably careful soldering them on too, so I'm not sure what went wrong.Scratch that. I found that the faults were measurement error. Re-testing it, it checks out 100%. No shorts.
-
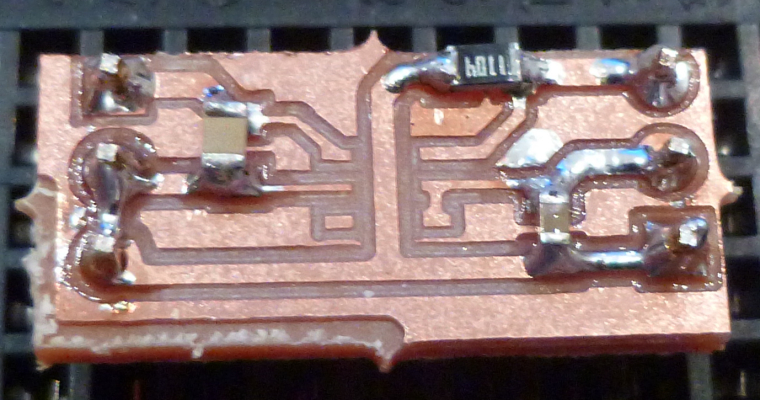
This morning I soldered on the load switch IC. I then tested the circuit, and voilà, it works.
Fortunately, solder doesn't seem attracted to the PCB substrate, and it behaves like solder mask.By the way, the PCB above it I cut out with tin snips, which is very fast and avoids all the dust generated if using the CNC to route the board outline to release it from the copper clad blank. The result looks crude, but that doesn't matter if it's just for prototyping.
-
@andrew Are you planning to provide more detail about how to setup and do double sided PCBs, or is it pretty much RTFM at this point? Just wondering. Your earlier posts were very thorough and helped a lot.
-
@executivul I noticed this youtube video, where they use mineral oil for dust containment:
ProCAM with Circuit Maker Tutorial - Mill PCBs with Prometheus – 16:29
— Zippy Robotics, IncHave you tried that?
-
@neverdie no, I haven't. I don't have the oil and I don't want to mess with anything non water soluble. To much hassle to clean the machine afterwards in case of splashing.
-
I think if I could upgrade the z-axis to use a ball-screw, I would do that, because I notice a lot of variability in cutting depth from one CNC session to the next. However, I don't see an easy way to upgrade this machine to use a ball screw.
So... alternative might be to add a linear motion tracker to the z-axis. Unlike a rotary encoder, it wouldn't be fooled by backlash. The question then, though, would be: which software to use? I don't know that chilipeppr can take advantage of the closed loop feedback.
-
So, notionially, the height measurement might look like:
https://www.amazon.com/Woodhaven-6015-Digital-Readout-6000-6004/dp/B004BUGW8E/ref=sr_1_16?ie=UTF8&qid=1514743618&sr=8-16&keywords=digital+height+router
but preferably with some kind of known digital interface for reading the height, so it doesn't have to be reverse engineered just to extract that basic information.
-
Something like this would probably do the business:
https://www.aliexpress.com/item/High-accuracy-Linear-Scale-5micron-linear-encoder-with-linear-sensor/32827867788.html?spm=2114.10010108.1000013.2.217d28ff67mKcv&traffic_analysisId=recommend_2088_1_90158_iswistore&scm=1007.13339.90158.0&pvid=986e2ba2-43bc-4db4-8edd-f9ca9d1f9b6e&tpp=1It can resolve to 0.001mm.
-
On the other hand, retrofitting with just a ballscrew for the z-axis might be the cheapest/easiest next step:
https://www.aliexpress.com/item/1204-Ball-Screw-SFU1204-L-150mm-Rolled-Ballscrew-with-single-Ballnut-for-CNC-parts-RM1204-without/1998914494.html?spm=2114.search0104.3.138.DFiNws&ws_ab_test=searchweb0_0,searchweb201602_4_10152_10065_10151_10344_10068_5000016_10130_10324_10342_10547_10325_10343_51102_10546_10340_5060016_10341_10548_10545_5130016_10084_10083_10307_5920011_10312_10059_10313_10314_10534_5790011_100031_10604_10103_10594_10142,searchweb201603_25,ppcSwitch_4&algo_expid=e7be0642-ef8c-4a19-ac8b-5c19f850ec57-21&algo_pvid=e7be0642-ef8c-4a19-ac8b-5c19f850ec57&rmStoreLevelAB=5Opinions, anyone? Also, what would be the best ballscrew to get?
Then, if that's still insufficient, adding a more powerful stepper motor would be next I suppose, to avoid skipping steps (assuming that's part of what's happening).
-
No offence but upgrading with dro, ballscrew, stronger stepper, beefier driver, you end up with more cost than buying a real cnc platform like 3020 or 3040

That machine has great results for its price, maybe relaxing tolerances a bit in design and using larger bits would achieve better predictibility.
Happy new year! Happy new toys!
-
Not sure why I'd have to buy a bigger machine in order to get quality parts, yet it is true that none of the 2418 kits appear to come with ballscrews. Strange how that is. In terms of just size alone, though, the 2418 seems about right for etching hobbyist circuit boards. If anything, it could be a little smaller. Does the sheer mass of the bigger machines somehow help with accuracy (maybe less vibration for instance)?
The ballscrews themselves, and even the linear scales, don't seem all that expensive, which is why I thought maybe upgrading even just the z-axis might make sense.
If nothing else, replacing the stepper motor with either a larger stepper motor (less skipping) or some kind of servo equivalent might at least put a cap on how far off the z-axis is from what is assumed. In that case, I would think the maximum error would less than or equal to the maximum possible backlash.
Anyhow, any suggestions appreciated.
-
I'll need an adapter plate to go from Nema 17 to Nema 23. Will the existing motor drivers be able to handle a Nema 23?
-
Well, maybe the simplest upgrade would be to upgrade to a higher torque nema 17 motor, such as:
https://www.aliexpress.com/item/Nema17-stepper-motor-60mm-length-1-7A-0-73Nm-7-3kg-cm-104Oz-in-High-torque/32727142878.html?spm=2114.search0104.3.1.RoU5IE&ws_ab_test=searchweb0_0,searchweb201602_2_10152_10065_5000015_10151_10344_10068_10130_10324_10342_10547_10325_10343_51102_10546_10340_10548_10341_10545_5130015_10084_10083_10307_5920012_10312_10059_10313_10314_10534_5790011_100031_10604_10103_10594_5060015_10142,searchweb201603_2,ppcSwitch_5&algo_expid=31255370-90b4-4695-94c0-997d9d68e388-0&algo_pvid=31255370-90b4-4695-94c0-997d9d68e388&rmStoreLevelAB=5or
or perhaps even
Not sure what kind of impact it might have on the feedrate....
The idea is that the higher torque would eliminate missed steps, provided that the feedrate is low enough.
-
@neverdie
I think you should start by altering the acceleration/Max velocity settings etc in grbl.
Slow them down a little
-
@rmtucker said in CNC PCB milling:
I think you should start by altering the acceleration/Max velocity settings etc in grbl.
I don't see those parameters exposed in flatcam or in chilipeppr either. I guess I have to set them by issuing the grbl commands manually?
-
@neverdie
Yes or use bCNC to set them.
-
Would this be something good to do? https://www.youtube.com/watch?v=7rVmiRgsI1M
Cut a complete flat peace of wood with the cnc machine?
-
@rmtucker said in CNC PCB milling:
@neverdie
I think you should start by altering the acceleration/Max velocity settings etc in grbl.
Slow them down a littleThis was good advice! I arbitrarily reduced both to 50% of their default values, and so far it appears that repositional accuracy has improved.
-
Normally i would turn one up at a time until the motors lose steps,then pull them back 20%.
-
@rmtucker How are you noticing when the motor skips? Is it from noticing a delta in test probe depths?
Also, what's a reasonable target for repositioning accuracy? i.e. if I set z to zero after doing a test probe, then move it around a bunch, and then return to the same x and y position and drop another test probe, how far off from zero is the second test probe? Presently I only have a few datapoints, but so far it's suggesting maybe a maximum of 0.025mm after having done the 50% reductions, whereas before the reductions (i.e. default values) it was more than 0.05mm (maybe a lot more), which is just too much.

-
@neverdie
Hmmm how long is a piece of string.
My machine is on a much larger scale but the principal is the same.
Is this a mechanical inaccuracy or lost steps?
Make yourself a small program that rapids each axis in turn from one end of the axis to
the other.
On my own machine the motors are running pulleys to the leadscrews/ballscrews.
I place a mark on the pulleys and a pointer (pin and blue tac) when the machine is at 0,0,0.
I run the program and adjust the accel and velocity returning to 0,0,0 every time and checking the marks always line up.(If they don't lowering the settings 10% and running again).
Which eventually proves it is not lost steps.
-
@neverdie
Forget using probe to begin with as this would show lost steps but also any mechanical inaccuracy.
Just concentrate on the motors to begin with.
-
@andrew said in CNC PCB milling:
@neverdie once the assembly is done, you should adjust the stepper drivers' current limiting as well.
it is pololu a4988, you can find the corresponding details here:
https://www.pololu.com/product/1182Wow, those Pololu directions bear an uncanny resemblance to this:
https://www.youtube.com/watch?v=lAdvdX88WDsJokes aside, the Jack stepper motors appear to be rated at 1.3A. @andrew Is that what you assumed when calibrating yours? If so, what Vref did you use? Since the motor driver board is a knock-off, it's not obvious what current sense resistor value to use. i.e. 0.050 ohm, 0.068 ohm, or something else?
-
@neverdie said in CNC PCB milling:
@andrew Are you planning to provide more detail about how to setup and do double sided PCBs, or is it pretty much RTFM at this point? Just wondering. Your earlier posts were very thorough and helped a lot.
did you manage to create double sided PCB jobs in the meantime based on my suggestion and on flatcam's documentation? it is not a hardcore process, let me know if you stuck at a given step.
regarding to the mentioned upgrades. I agree with @executivul, it doesn't worth to do that with this machine. feedback from steppers, elevation measuring etc are overkill.
it's capabilities are more than enough for very precise pcb milling, if you would like to do much more with it, then a different machine could be better instead. if you have issues with the results, then it is configuration / settings / cnc job issue. if you loose steps, then the given stepper driver is not properly adjusted (did you checked the pololu driver configuration from the linked documentation?) or your tool/spindle speed/cutting depth/feed rate is not good for the given job.
-
@andrew said in CNC PCB milling:
did you checked the pololu driver configuration from the linked documentation?
See post immediately above yours.
-
I guess measuring Vref is moot, because jack's stepper motor driver included in the kit (https://www.aliexpress.com/store/product/board/424291_32807192686.html?spm=2114.12010612.0.0.e009a31x1CJ1s) does not have an exposed via hole for measuring Vref.
So, that leaves the first Pololu method, which is:
The A4988 supports such active current limiting, and the trimmer potentiometer on the board can be used to set the current limit. One way to set the current limit is to put the driver into full-step mode and measure the current running through a single motor coil while adjusting the current limit potentiometer. This should be done with the motor holding a fixed position (i.e. without clocking the STEP input). Note that the current you are measuring is only 70% of the actual current limit setting, since both coils are always on and limited to this value in full-step mode, so if you later enable microstepping modes, the current through the coils will be able to exceed this measured full-step current by 40% (1/0.7) on certain steps; please take this into account when using this method to set the current limit. Also, note that you will need to perform this adjustment again if you ever change the logic voltage, Vdd, since the reference voltage that sets the current limit is a function of Vdd.So, it would appear that in order to put the driver into "single step mode," I must remove the driver board and put it into a test jig (or breadboard) which shorts MS1, MS2, AND MS3 to ground, but otherwise wire up the motor according to this diagram:
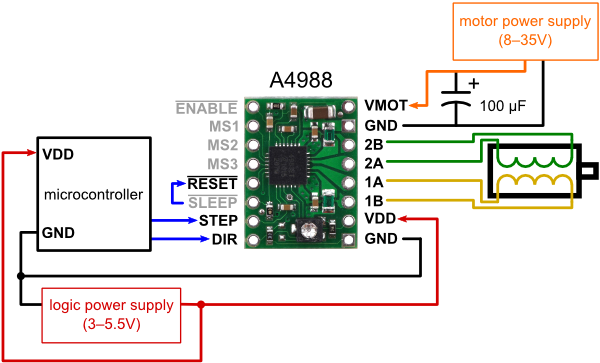
but connecting the STEP pin to Vcc on the logic power supply (?) so as to allow a fixed, but continuous, current through a single motor coil, which is what will be measured.As to the target current through a single coil that I'll be measuring, I guess it should be (0.7)*1.3=0.91amps?
-
@neverdie said in CNC PCB milling:
@andrew said in CNC PCB milling:
did you checked the pololu driver configuration from the linked documentation?
See post immediately above yours.
ok, I thought that you already did it, I told it to you long time ago
")
my controller has 0.1ohm Rcs. the steppers are rated to 1.3A, I configured the drivers to 0.9V which limits the stepper's current to 1.125A.
-
@neverdie no. you don't have to remove the drivers. you have to measure everything in place.
in the mentioned pololu doc/demonstration it is also noted that the given Vref could be measured on the top of the potentiometer (video 3:15)
-
@andrew said in CNC PCB milling:
ok, I thought that you already did it, I told it to you long time ago
It's done now. The default voltages had been about 0.6v. I just now raised them to 0.9v, same as yours.
-
How many microsteps are being used, anyway? I'm not sure where that's defined. Apparently these drivers support up 1/16 steps, but it might be that larger steps are actually being used (?). If so, then maybe going to smaller steps would help?
I notice one of the Pololu boards has the potential for doing 1/32 steps: https://www.pololu.com/product/2133
and might even be drop-in compatible.
-
@neverdie said in CNC PCB milling:
How many microsteps are being used, anyway? I'm not sure where that's defined. Apparently these drivers support up 1/16 steps, but it might be that fewer are actually being used (?). If so, then maybe going to smaller steps would help?
I notice one of the Pololu boards has the potential for doing 1/32 steps: https://www.pololu.com/product/2133
and might even be drop-in compatible.this cnc controller board is directly pulls the drivers' MS1,2,3 pins to high, which means that it is "hardcoded" to 1/16 microstep. you really don't need smoother steps than this.
-
@andrew Great that you're back. Did you alter your max speed and max acceleration values at all from the defaults? You didn't list them in your earlier list of magic numbers.
-
@neverdie I still use my default settings (see below). I re-applied these settings after I flashed the board to grbl 1.1f.
to be honest, after I found the right parameters for the PCB milling jobs I did not went further to fine tune the CNC settings, due to the lack of time. maybe later of the year, but currently I'm more than happy with the results.$0=10 (step pulse, usec) $1=25 (step idle delay, msec) $2=0 (step port invert mask:00000000) $3=5 (dir port invert mask:00000101) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.010 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $20=0 (soft limits, bool) $21=0 (hard limits, bool) $22=0 (homing cycle, bool) $23=0 (homing dir invert mask:00000000) $24=25.000 (homing feed, mm/min) $25=500.000 (homing seek, mm/min) $26=250 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $100=800.000 (x, step/mm) $101=800.000 (y, step/mm) $102=800.000 (z, step/mm) $110=800.000 (x max rate, mm/min) $111=800.000 (y max rate, mm/min) $112=500.000 (z max rate, mm/min) $120=10.000 (x accel, mm/sec^2) $121=10.000 (y accel, mm/sec^2) $122=10.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm)```
-
@andrew said in CNC PCB milling:
@neverdie I still use my default settings (see below). I re-applied these settings after I flashed the board to grbl 1.1f.
to be honest, after I found the right parameters for the PCB milling jobs I did not went further to fine tune the CNC settings, due to the lack of time. maybe later of the year, but currently I'm more than happy with the results.$0=10 (step pulse, usec) $1=25 (step idle delay, msec) $2=0 (step port invert mask:00000000) $3=5 (dir port invert mask:00000101) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.010 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $20=0 (soft limits, bool) $21=0 (hard limits, bool) $22=0 (homing cycle, bool) $23=0 (homing dir invert mask:00000000) $24=25.000 (homing feed, mm/min) $25=500.000 (homing seek, mm/min) $26=250 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $100=800.000 (x, step/mm) $101=800.000 (y, step/mm) $102=800.000 (z, step/mm) $110=800.000 (x max rate, mm/min) $111=800.000 (y max rate, mm/min) $112=500.000 (z max rate, mm/min) $120=10.000 (x accel, mm/sec^2) $121=10.000 (y accel, mm/sec^2) $122=10.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm)```Looks like the only difference is that your default max rates for x and y were 800, whereas mine were 5000, and your max rate for z was 500, whereas my default was 800 before I cut it by 50% to 400.
In the interest of minimizing differences, I'll adopt your defaults instead.
-
@andrew said in CNC PCB milling:
did you manage to create double sided PCB jobs in the meantime based on my suggestion and on flatcam's documentation? it is not a hardcore process, let me know if you stuck at a given step.
Not sure what kind of pins to use for the alignment.
-
Even after all this tweaking, the z-axis was off by 0.048mm after the latest set of probing.
-
@neverdie said in CNC PCB milling:
Even after all this tweaking, the z-axis was off by 0.048mm after the latest set of probing.
What do you mean by "off"? Afaik grbl doesn't have a M48 equivalent command for probe/machine repeatability... So it can't probe the same place automatically. You have to write your own code for that, based on G32.2 command, take a few measurements and see the difference.
If you mean across the whole board, depending on the size of the measured area that's not bad at all.
-
@neverdie could you please explain how did you find/measure this? also please let me know the details of the executed job, including the G code generation properties/settings (e.g. feed rate, depth, multiple passes etc.) used in flatcam.
-
@andrew said in CNC PCB milling:
could you please explain how did you find/measure this?
- Decided upon an origen. Used Chilipeppr to "run test probe" to find the zero z-height. Zeroed x,y,z at that location.
- Did an autolevel, at 1mm spacing, over a 20x10mm area.
- Following this, returned to x=0, y=0. Ran another test probe. Ideally it would have come back as z=0. Instead, it came back as z=-0.048.
So, if at that point I were to actually run g-code with a cutting depth of z=-0.05, it would barely scratch the surface. Somehow during the 1mm autolevel probing, z became uncalibrated. If I were to re-zero z based on the second test probe, it would cut, but the cutting depth wouldn't be uniform.
Anyhow, my new rule is that if I come across a situation like the above, I throw out the auto-leveling and start over rather than executing the g-code. Often, the next autoleveling will have less discrepancy by step 3.
-
@neverdie
Maybe run step 1
Then run some g-code but above the job.(for a few mins).
Then run step 3.
This could be an autolevel problem.
-
@rmtucker said in CNC PCB milling:
Maybe run step 1
Then run some g-code but above the job.(for a few mins).
Then run step 3.How might that help?
-
@neverdie
What if you have broken .048 off the end of the tool during autolevel?
So run some g-code above the job then re-probe so you know you have not twatted the tool.
-
@rmtucker said in CNC PCB milling:
What if you have broken .048 off the end of the tool during autolevel?
Good point. I'll have a closer look for that the next time it happens.
Also, I'll try repeating the test using a dull bit (which presumably won't break) and see whether it still happens or not.
Thanks!
-
@NeverDie grbl 1.1 probing command is G38.2 Z-10 F25 where Z tells it how low should go before erroring if it doesn't touch and F is the speed.
You should try manually issuig G38, then G92 Z0 to set new Z0 position and then finally G0 Z10 F100 to lift the probe, rinse and repeat without the G92, how repeatable is the reading, does it stay at 10.00?
Then do the air job, or some simple moving (G0 X5 Y5 Z5, G0 X0 Y0 Z10 a few times )and retest manually with G38LE. The probing command is G38.2, I've edited the post to correct it.
-
@neverdie said in CNC PCB milling:
@andrew said in CNC PCB milling:
could you please explain how did you find/measure this?
- Decided upon an origen. Used Chilipeppr to "run test probe" to find the zero z-height. Zeroed x,y,z at that location.
- Did an autolevel, at 1mm spacing, over a 20x10mm area.
- Following this, returned to x=0, y=0. Ran another test probe. Ideally it would have come back as z=0. Instead, it came back as z=-0.048.
So, if at that point I were to actually run g-code with a cutting depth of z=-0.05, it would barely scratch the surface. Somehow during the 1mm autolevel probing, z became uncalibrated. If I were to re-zero z based on the second test probe, it would cut, but the cutting depth wouldn't be uniform.
Anyhow, my new rule is that if I come across a situation like the above, I throw out the auto-leveling and start over rather than executing the g-code. Often, the next autoleveling will have less discrepancy by step 3.
if your probe speed is too fast, then it could push the pcb at the given points and also it could damage your tip's end, as it was mentioned by @rmtucker, which could cause this issue as well.
-
@neverdie said in CNC PCB milling:
@andrew said in CNC PCB milling:
did you manage to create double sided PCB jobs in the meantime based on my suggestion and on flatcam's documentation? it is not a hardcore process, let me know if you stuck at a given step.
Not sure what kind of pins to use for the alignment.
I missed this reply from you.
so, you have to define the alignment holes, typically outside of the actual pcb area, in the "frame".
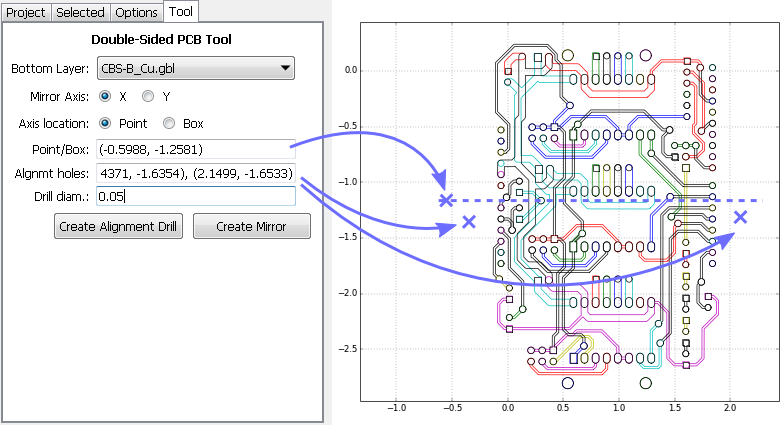
you have to define two of them, the rest will be calculated automatically.the steps are exactly the same as that you can see on http://flatcam.org/manual/procedures.html#side-pcb
see the pic below. note, that you don't have to write the coordinates to the input boxes manually, once you click on the design area the corresponding coordinates will be copied to the clipboard, so you can use ctrl-v to fill out the settings.
- click on the picture to define the axis (X in this example)
- copy the corresponding coordinates to the point/box input filed
- click on the design area to define the exact location of the first alignment hole (left side of the actual pcb)
- copy the corresponding coordinates to the alignment holes input filed
- click on the design area to define the exact location of the first alignment hole (right side of the actual pcb)
- copy the corresponding coordinates to the alignment holes input filed. the two set of coordinates have to be separated by coma.
- configure the alignment holes' drill size
- click on the create align drill button and you're done. back on the project tab you can find a new drill job which you have to further process to create the belonging G code from it.
-
@andrew Are you using male header pins for your alignment? How deep are you drilling the holes them?
-
@neverdie yes, I use male pins, with 0.7mm drill (so it is tight for the pin), 5mm depth. but this is really up to you, choose anything which you have easy access to.
-
With single sided PCB, I soldered the ground wire (for probing) to the copper cladding, just as the Chilipeppr author did. How are you handling it for two sided? If I do it that way for two sided, the solder bump may prevent the board laying flat on the wasteboard.
-
@neverdie I use a wood screw in the sacrificial board holding a piece of metal as a "clamp" I slide it over the board (1mm overlap) and clip one alligator clip to the screw, the other to the bit. After probing I slide it out of the way. The metal piece is about 10cm long and it's left in place for the life of the wood board.
-
hackaday just released a relevant post:
https://hackaday.com/2018/01/04/guide-why-etch-when-you-can-mill/
-
@neverdie said in CNC PCB milling:
With single sided PCB, I soldered the ground wire (for probing) to the copper cladding, just as the Chilipeppr author did. How are you handling it for two sided? If I do it that way for two sided, the solder bump may prevent the board laying flat on the wasteboard.
I use some flat metal weight connected to the given wire, placed on top of the pcb.
-
@andrew said in CNC PCB milling:
hackaday just released a relevant post:
https://hackaday.com/2018/01/04/guide-why-etch-when-you-can-mill/Interesting that the engraving bits he liked the best were the 30 degree 0.1mm bits. So far, that's been my preference as well.
-
@neverdie Possibly too late, but it still might contain some handy tips: https://hackaday.com/2018/01/04/guide-why-etch-when-you-can-mill
-
@yveaux said in CNC PCB milling:
@neverdie Possibly too late, but it still might contain some handy tips: https://hackaday.com/2018/01/04/guide-why-etch-when-you-can-mill
It nicely sums up the biggest challenge of all:
The biggest challenge in this DIY process is getting a correct and consistent cutting depth. These V-bits yield a wider cut the deeper you go, effectively robbing you of precious engraving resolution. If you do not tune in just the right depth, some traces will come out too thin and frail.
The results I'm getting seem random. Sometimes it's great. Sometimes it's totally unusable (obliterated traces). Some of the time it's usable, but only just barely.
So, I'm trying to think of a better approach that might deal with that. Maybe one way might be to start every etching session by running @executivul 's calibration traces. If it's cutting too deep, adjust, and then run again. When it's finally cutting right, then cut the desired PCB traces.
I don't know what the answer is, but that's where it currently stands with me.
The alternative is to just make a number of boards. Then cherry pick the good ones and dispose of the rest.
-
I think I've found at least one reason for the trouble I've been having: sometimes the double sided scotch tape hasn't been holding the board completely flat against the waste board. Instead, during the milling process, which has a lot of vibration, it can pop up in the area being milled. When that happens, it's effectively the same as having the milling go much deeper, and so traces can be obliterated. Hence, I may try the Shurtape GG-200 that was recommended in the Hackaday article.
It may be that the copper clad boards I'm using just aren't flat enough in the first place. Add to that a waste board that may not be perfectly flat either, and it's not a good formula for keeping everything perfectly flat, which is evidently what it needs to be. The tape itself can't compensate for too large a mismatch.
So, I'd like to try the earlier idea of milling the waste board flat. Just not sure how to do that.
I would't be surprised if single sided copper clad boards are inherently prone to warping. If you think about it, the copper can expand/contract with temperature, and if it's on only one side....Unless the substrate has the same coefficient of thermal expansion, the result will inevitably be warping. The same would be true if the substrate is affected by humidity.
The Hackaday article does mention that it's not necessarily easy to find good copper clad boards. He hints that it has been an ongoing issue over time. He gives a reference for an ebay board vendor in England that he currently likes, but unfortunately that doesn't help me much.
What blank copper clad boards have folks here found that they like?
-
@neverdie Perhaps surface cleanliness is the problem rather than the tape, just a possibility... When you are dealing with such fine tolerances, any residue will allow the board to twist or warp...
Not sure to what extent the milling itself would encourage deformation of the substrate, but irrespective, it would again depend on adhesion on the bottom face to resist it...
-
@zboblamont said in CNC PCB milling:
@neverdie Perhaps surface cleanliness is the problem rather than the tape, just a possibility... When you are dealing with such fine tolerances, any residue will allow the board to twist or warp...
Not sure to what extent the milling itself would encourage deformation of the substrate, but irrespective, it would again depend on adhesion on the bottom face to resist it...You raise a good point. I suppose ideally the waste board would be covered in melamine or similar so that it can be cleaned of any bond breakers.
-
@neverdie Not sure whether you mean a slab of melamine or a laminated board...
I'm sure I saw a video clip where a perspex or similar baseplate was mounted on the bedplate to provide a perfectly flat surface. The user released the adhesive tape using wd40 or similar, then cleaned the area afterward with alcohol.
If I remember correctly, the perspex had locating dowels for the PCB, and always locked into specific location on the frame. If I find the video again will link it...
-
@zboblamont said in CNC PCB milling:
Not sure whether you mean a slab of melamine or a laminated board...
Just laminated. Here, I've already made the switch:
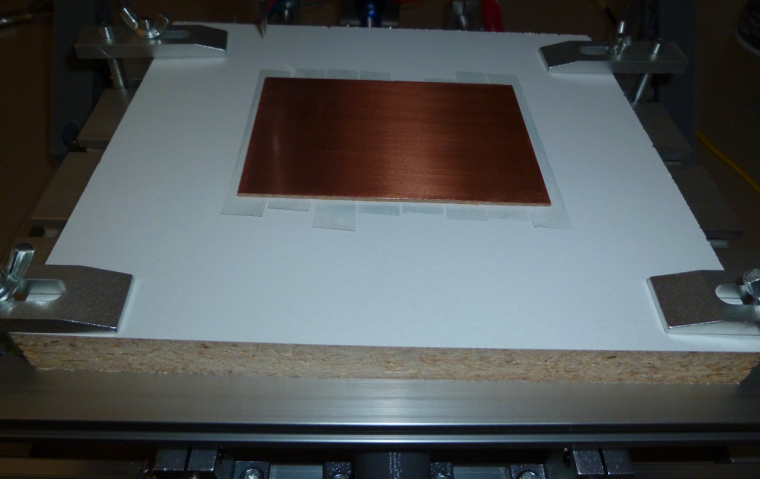
-
I've seen people engrave round objects based only on autoleveling, gcode was generated for a flat surface. So autolevel should take care of the board not being perfectly flat. Only issue is to chose a grid step small enough so the matrix can follow the hills and valleys (3-5mm).
On the other hand autolevel can not compensate for the board moving. Probing force is much lower than milling force. So when milling pcb prefers to move down and you get a shallow engrave where it was probed higher due to being lose.
Lost steps should add, so a constantly deeper and deeper or shallower and shallower engrave would make me think of lost steps.
I would try changing the probing speed to 10-15 and z max feedrate to 50, z max accel to 10. Add some grease to z axis components (engine/transmission oil or very light grease), a few drops goes a long way.
Also make sure you do the z zeroing at 0,0 and don't reprobe at another point after the grid probing.LE. Rail bowing under gantry weight is another problem, it would appear as a convex (inverted soup bowl) surface, since in the middle of the rail the gantry goes lower so the surface appears to be higher.
A dial gauge with a magnetic arm can be had cheaply these days and is a miracle for testing backlash and baseboard flatness. Fix the mag base to the spindle and start moving it back and forth
Even removing the moving bed and testing against the y rails might yeld some surprise.LE2: baseboard/sacrificial layer flatening works only for plastic and mdf, normal wood or big piece wood conglomerate leaves a much worse surface than the original board.
@NeverDie hope I gave you some ideas to play with, by the way I asked you earlier to do some tests for z axis repeatability, did you manage to do them?
LE3. God damn it! Now I must haz this https://m.ebay.co.uk/itm/EU-UK-3-Set-2N-m-Nema23-76mm-Hybrid-Closed-Loop-Servo-Motor-3A-HSS57-Driver-CNC/152848151184?_mwBanner=1 and all my problems should be gone!
-
@neverdie As good as any I guess if it's new board...
Curiously watched some videos, one using a smaller machine where the board was only locked from horizontal movement with pins (no tape under at all), another where MDF had been rebated to lock in a specific board size and taped down.
In the first case he only set the z-axis in the centre of the board (and a neat way of doing it too by loosening the chuck and dropping the bit then retightening once close to the stop), no surface mapping nothing. The pins were to allow double sided cutting...
-
Tried the new laminated wasteboard, and so far so good:
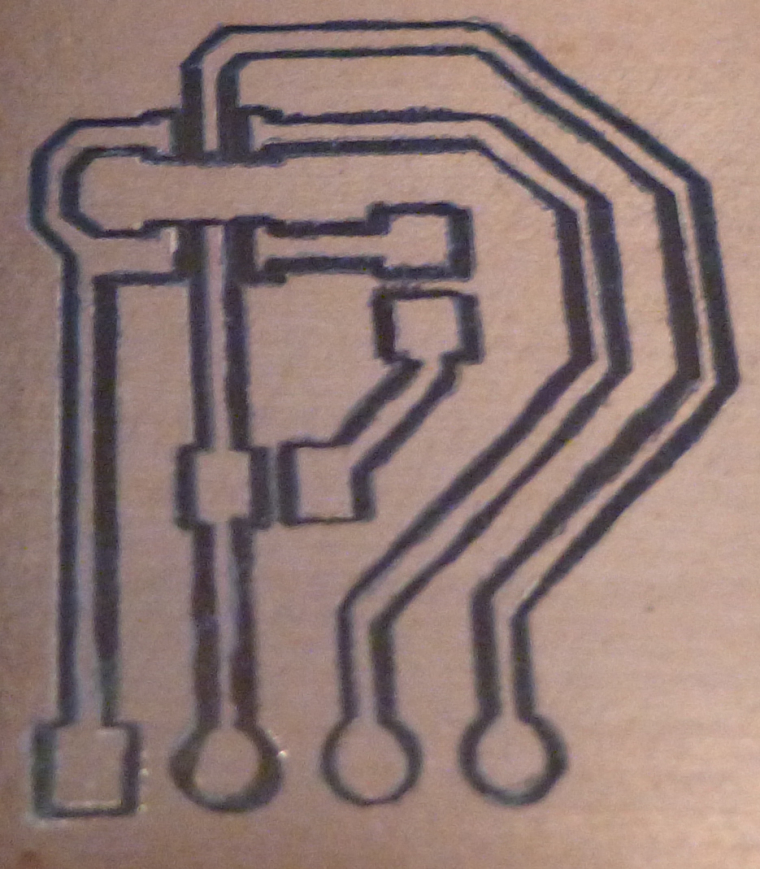
I got the above result by a method you guys are probably going to hate, but it worked. Namely, I ""sneaked up on" the correct z-depth rather than committing to a single pass at, say, z=-0.05. So, to get the above I first did a pass with z=-0.02. That did manage to cut through in some areas, but not others. So, I increased the cut to z=-0.04 and did a second pass. The result is what you see above. No need to go further to z=-0.05.Also, I did the probing (at 4mm) with a blunt used etching bit. Afterward, I switched to a new Model 20 bit, did a test probe to zero it, and then initiated the first pass.
-
So far this new approach seems to be working. Here I probed every 1mm using a blunt bit before switching to a model 10 to do the cutting at depth z=-0.03 (which was the third pass):
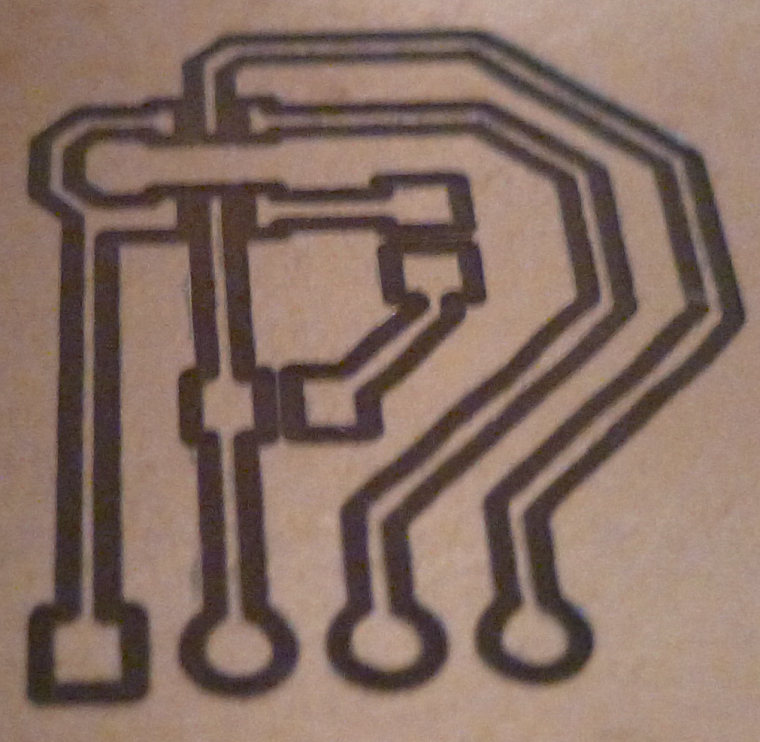
The first two passes were at z=-0.01 and z=-0.02 respectively.
-
@executivul said in CNC PCB milling:
@NeverDie hope I gave you some ideas to play with, by the way I asked you earlier to do some tests for z axis repeatability, did you manage to do them?
Not as yet. The new "sneak up" method has been working (now 3 times out of 3), so I'm going to stick with that for now.
LE3. God damn it! Now I must haz this https://m.ebay.co.uk/itm/EU-UK-3-Set-2N-m-Nema23-76mm-Hybrid-Closed-Loop-Servo-Motor-3A-HSS57-Driver-CNC/152848151184?_mwBanner=1 and all my problems should be gone!
I've noticed that there also exist the same sort of "servo stepper", but with all the electronics built into the stepper motor housing. That might be preferable, if only because it avoids the proliferation of wires that need to be managed. In any case, I don't see how these devices can be bad, and there's at least a chance they may do some good. If you decide to go for it, please do let us know what kind of improvement, if any, that you notice.
-
I'm now 4 for 4 with the sneak up method. Each time it worked, so I feel comfortable I can rely on it. I now start with a cutting depth of z=-0.03, and then, as needed, I "sneak up" on the final cutting depth from there. That yields the minimum cutting depth, which in turn avoids trace obliteration.
I'm just glad it works.
-
I suspect using a roller, such as the following, might help in flattening the pcb down against the waste board:
https://www.amazon.com/POWERTEC-71010-Handle-J-Roller-Rubber/dp/B00NFAOCVU/ref=sr_1_1?ie=UTF8&qid=1515463577&sr=8-1&keywords=laminate+roller
-
@neverdie You will get nowhere near the same downward pressure... just using your hands or tapping it down with a rubber mallet is more effective imho....
-
Argh, the CNC totally died again. Except this time it isn't a bad power supply. Rather, the woodpecker board is non-responsive. Looks as though I'll have to order a replacement woodpecker board.
-
I found a place which sells a very similar looking board with epacket delivery, so I ordered from them: https://www.aliexpress.com/item/GRBL-0-9J-USB-port-cnc-engraving-machine-control-board-3-axis-control-laser-engraving-machine/32800881096.html?spm=2114.search0104.3.234.rCVwg2&ws_ab_test=searchweb0_0,searchweb201602_5_10152_10151_10065_10344_10130_10068_10324_10342_10547_10325_10546_10343_10340_10548_10341_10545_10084_10083_10613_10615_10307_10614_10059_10314_10534_100031_10604_10103_10142,searchweb201603_36,ppcSwitch_5&algo_expid=fda46a77-2501-458a-bcbb-474154a6fced-34&algo_pvid=fda46a77-2501-458a-bcbb-474154a6fced&transAbTest=ae803_5&priceBeautifyAB=0
-
@NeverDie
too bad! perhaps it's just power supply regulator or a fet which died?? or maybe one of the drivers, just ideas.. I don't know this board.
Saying this because that was the first things I checked on my 3d printer Ramps board- changed ldo (on arduino mega) because I didn't trust clones..
- a few fets for better rdson (on the Ramps board). then there was no more heat..
- and of course I calibrated the steppers drivers
Edit: argh, i misread it's non responsive..then mcu maybe.
-
@neverdie I believe the boards with a removable Arduino Nano are better, if the uC fries you can replace it without replacing the whole board.
-
@executivul similar to the RAMPS boards for 3D printers. It's all modular so if your uC or a stepper driver dies, you can just replace that one part.
-
@executivul said in CNC PCB milling:
@neverdie I believe the boards with a removable Arduino Nano are better, if the uC fries you can replace it without replacing the whole board.
I agree that seems like a far better design, for exactly that reason. I'm hoping this isn't something that happens regularly. If the replacement dies too, then I'll make the switch.
-
@neverdie or you could just mill your own board since now you have the tools

-
I've read from one of the sellers of the nano based grbl boards that they're typically hardwired against microstepping, but that the shields for the arduino uno don't typically have that problem. So, with that in mind, I'll probably order this as a backup in case of future failures: https://www.aliexpress.com/item/A4988-Driver-CNC-Qunqi-Shield-Expansion-Board-for-Arduino-V3-Engraver/32639790781.html?ws_ab_test=searchweb0_0,searchweb201602_4_10152_10151_10065_10344_10130_10068_10324_10342_10547_10325_10546_10343_10340_10548_10341_10545_10084_10083_10613_10615_10307_10614_10059_10314_10534_100031_10604_10103_10142,searchweb201603_2,ppcSwitch_4&algo_expid=14eaf328-95a3-442a-be93-ac1ee33f07f5-4&algo_pvid=14eaf328-95a3-442a-be93-ac1ee33f07f5&priceBeautifyAB=0
-
@scalz said in CNC PCB milling:
@NeverDie
too bad! perhaps it's just power supply regulator or a fet which died?? or maybe one of the drivers, just ideas.. I don't know this board.
Saying this because that was the first things I checked on my 3d printer Ramps board- changed ldo (on arduino mega) because I didn't trust clones..
- a few fets for better rdson (on the Ramps board). then there was no more heat..
- and of course I calibrated the steppers drivers
Edit: argh, i misread it's non responsive..then mcu maybe.
It's receiving power, because the red LED lights up when I connect to it. The atmega328p also appears to be receiving the characters I send to it, because there's an LED that lights very briefly when I do that. However, I'm not seeing that it is sending any characters back, and I'm guessing there would be yet another LED which would indicate that if there were. So, I'm guessing most likely the mcu is dead. I wouldn't be surprised if it got some kind of electrostatic shock when probing, since the probing circuit appears to be wired directly to one of its pins. Also, I was attaching the probe immediately prior to its dying. That makes it a prime suspect in my mind. I don't want to over-react, but for the future I may try isolating that circuit with an opto-isolator or similar to hopefully prevent a recurrence. On the face of it, the present design seems like a heartache just waiting to happen.
-
@executivul said in CNC PCB milling:
@neverdie or you could just mill your own board since now you have the tools
Not if it's broke he doesn't.
-
That's the original designer of that shield :