CNC PCB milling
-
For flattening the spoilboard, I ended up trying the 1/2" freund:
https://www.amazon.com/gp/product/B00004T7BL/ref=ppx_yo_dt_b_asin_title_o04_s00?ie=UTF8&psc=1
rather than the 1/4" freuend. No worries: it posed no challenge for my spindle motor.The problem is that, unlike a fly cutter, this straight bit effectively cuts a kind of donut
around the central shaft, beause the blades do not extend inward enough. Even though moving the bit far enough will effectively erase the donut, I'm concerned it may create unnecessary resistance to downward plunging if the spindle is holding stationary in the XY plane. Therefore, the next bit I'm going to try is:
https://www.amazon.com/Cleaning-Diameter-Spoilboard-Surfacing-Proburs/dp/B07BF5ZHD1/ref=cm_cr_arp_d_product_top?ie=UTF8
which looks to be more like a fly cutter and, if so, should avoid creating pegs directly underneath the spinning shaft.I'm also going to try:
https://smile.amazon.com/Spoilboard-Surfacing-Diameter-Flattening-NITOMAK/dp/B07ZP5RXRP/ref=sr_1_1?dchild=1&keywords=CNC+Spoilboard+Surfacing+Router+Bits%2C+1%2F4+inch+Shank+1+inch+Cutting+Diameter%2C+Slab+Flattening+Router+Bit+Planing+Bit+Wood+Planing+Bit+Dado+Planer+Bit+by+NITOMAK+(Carbide)&qid=1596707793&s=industrial&sr=1-1
simply because it is so highly rated for flattening a spoilboard, even though it is likely to produce some amount of pegging directly beneath a shaft that is not moving in the XY plane.
-
I ordered 3 of these closed loop mechaduino clone controllers that utilize 12-bit encoders:
https://www.aliexpress.com/item/32917408111.html?spm=a2g0s.9042311.0.0.44f74c4dxgjrOvThe uStepper hardware specs are better, at least on paper: 16-bit encoders and higher voltages, but at 4x the price, plus even more cash if you want an equivalent OLED add-on with buttons. For sure Ustepper's trinamic hardware is very tempting, but I'm not sure how solid the uStepper firmware currently is, whereas the mechaduino firmware has been tested for a few years now. I also get the impression, perhaps incorrectly, that the ustepper documentation is comparatively sparse right now. So, for all those reasons, I chose mechaduino over Ustepper. Maybe later, somewhere down the road, I'll give Ustepper a try.
ETA for the mechaduino's is about a month from now. I'll report back after I've received them and given them a try.
Meanwhile, on an unrelated topic, I was finally able to test one of the tiny diameter endmills:
https://www.amazon.com/gp/product/B06WRWLK79/ref=ppx_yo_dt_b_asin_title_o05_s00?ie=UTF8&psc=1
and Wow! It works great. My first impression is that this is the solution I've been looking for: just set the cutting depth to be "more than enough" and you can isolation cut all the traces in one pass while keeping the desired trace width. Much faster and easier to use than v-bits, IMHO.
-
@NeverDie I do not yet have a CNC mill.
If ever I wanted to make a PCB I used photosensitive PCB. Etching goes very well. And I also discovered that waiting a few weeks for well made pcb's is usually worth it.
But I pretty much read this whole topic. I am still interested by your experiences. So thank you for sharing.
-
Hey @NeverDie, everyone,
It is good to see how this thread developed over the time and you guys are enjoying the PCB milling.
Unfortunately I had many other responsibilities and was super busy, so a lot from my projects had to be postponed. Nevertheless I'm still working with my CNC.A few days ago I replaced the spindle to a laser module to make same plywood engraving, and the original spindle motor holder (the 3D printed stuff) broke during the unscrew...
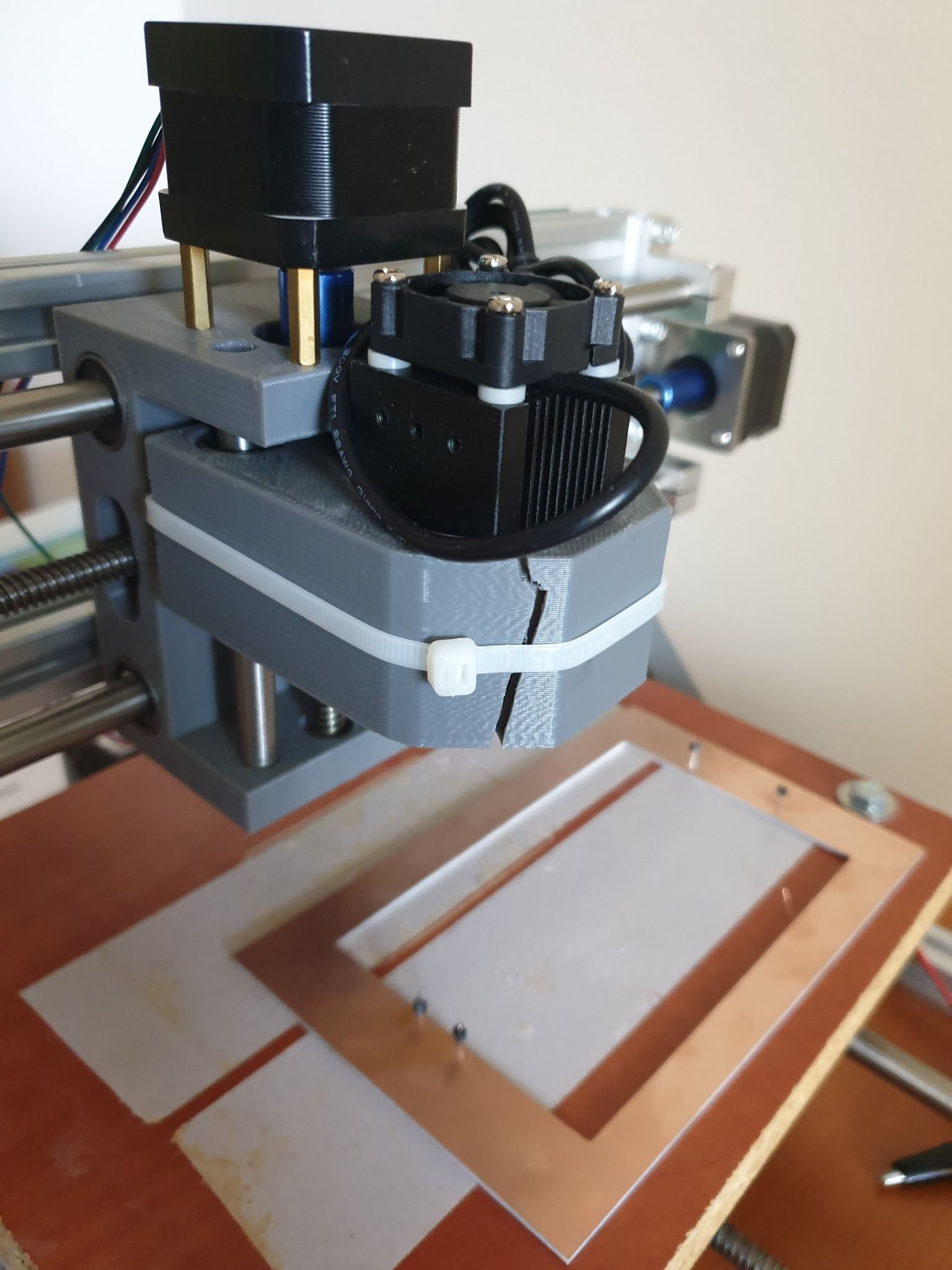
I managed to fix the laser module with cable tie.
")
It is ok for the laser, but of course not for the spindle and for the PCB milling.
Replacement parts are available mostly in packages (e.g. https://www.ebay.com/itm/Replacement-Parts-DIY-Kit-for-CNC-1610-2418-3018-Spindle-Holder-Screw-Polish-Pod/112382449851), but it is possible to print your own version too.
Some guys already came up with an enhanced design, such as https://www.thingiverse.com/thing:3586273I already wanted to make an upgrade on the CNC, so I came to a conclusion, that I will fix the broken part with a custom 3D printed one, then sell the machine.
I already ordered my new toy, a CNC3020T (EUR 325 + shipping EUR 25):

Well, I hesitated a lot and almost bought a CNC3040Z-DQ (bigger, better, ball screw), but as currently I really don't have enough space for it (and to be honest, no reason to buy a better/bigger) I sticked with the 3020T. The quality I achieved with my 2418 will be definitely reproducible and this is enough.
I just read the endmill isolation routing posts. Interesting stuff.
I'm curious whether you can use smaller ones to deal with the 6mil/6mil trace/isolation sizes.Happy milling and cheers!
-
Hi Andrew!
Great to hear from you and your updates.
@andrew said in CNC PCB milling:
I'm curious whether you can use smaller ones to deal with the 6mil/6mil trace/isolation sizes.
Yes, I'm wondering the same thing. There's reason to be hopeful that it can be done: I've seen a number of 0.1mm end mills for sale, and that's roughly the the bit diameter that would be needed. After I upgrade my stepper motors to higher torque models, and after I upgrade them even further to be closed loop, I'd like to give it a try. Fine pitched etchings like that would probably also greatly benefit if solder mask could be applied afterward, and so I'm hoping to learn how do that as well:
https://www.amazon.com/MECHANIC-Prevent-Corrosive-Soldering-Welding/dp/B076YPKBKL
Join the fun! With your new machine already on the way, you may be ready to give it a try before me.

When you get a chance, please do let us know how you like your new CNC. It looks a lot sturdier than the CNC that you will soon be selling.
-
@NeverDie sure, you will hear more about my new gear
Considering the shipping time and my availability, this should happen around late August or early September!
-
One more thing worth mentioning: This guy has, I think, a correct insight into why auto-leveling may not work as well in the real world as it theoretically should:
Blank PCB material is not as rigid as it appears, depending on its size and how it was stored (not to mention how you mount it) there will be some bowing which results in a curved surface under your engraver.
Unfortunately, the probing process doesn't put enough pressure on the board to push it down while the actual engraving process will. This means you will get shallow cuts even with an autolevelling process.
The trick is to ensure that the probe pushes the board down to it's fully flat level before measuring the height at that point. My solution was to put a small ball on the spindle that is 2mm lower than the probe tip - as the probe moves downwards the ball pushes the PCB to the underlying bed and compresses before the probe makes contact. This gives you a far more accurate depth reading.
https://blog.thegaragelab.com/seven-pcb-milling-tips/His solution looks like this:

which looks as though it could be improved upon.
-
Recent strategy was to do multiple overlapping passes with a narrow diameter bit to get lots of isolation. It nominallly worked, but it consumed a lot of machine time. So, now testing a new strategy, which is to first do one bulk isolation with a wide bit and then do one final pass with a narrow bit to clean out whatever copper remains near the traces. Though it does require a tool change, in theory it should be faster.
-
I have found a YouTube channel that has a few video's about using the 3018 CNC for PCB milling.
They winked a bit at the Wegstr promotional video.
But they seem to get good quality. They also have better video's explaining the steps.
CNC PCB - high quality with the budget 3018 CNC – 05:20
— DIY TECH BROS
-
Can anyone here explain the appeal of Mach3 in the year 2020? The premise seems to be: don't use stepper driver hardware (e.g. Trinamics) and don't use a motion controller, but instead do all the stepper motor control directly from a PC by bit-banging pins on a parallel port in real-time!? How is that a good idea, and why is it advantageous? I understand how maybe back in the day that was perhaps the most affordable way to do it, but these days? I just don't get it.
-
@NeverDie Just get any Atmega328 board (Uno, Nano) and flash grbl 1.1f and wire it to whatever drivers you have (now I'm using hybrid closed loop servos, but I've used TB6560 in the past).
I use OpenCNCPilot, it has autolevel, and a lot of other useful functions: simplify, arc to lines, split long lines, etc. I mainly use it for splitting long lines, as a long move doesn't account for the board topography (local highs and lows), by splitting the line accordingly to the detail needed (5mm for dip, 2-3mm for smaller smd boards) I get a much better engraving. Also the autoloevel grid size and step setting is very simple.
-
Hi executivul! Great to hear from you again.
@executivul said in CNC PCB milling:
@NeverDie Just get any Atmega328 board (Uno, Nano) and flash grbl 1.1f and wire it to whatever drivers you have (now I'm using hybrid closed loop servos, but I've used TB6560 in the past).
On Aliexpress I notice there are these drivers (one per axis) that it sounds as though you are using. Some of them (usually blue) are self-described as "Hybrid", whereas others (often Green or some other color) are self-described as "closed loop." I haven't tried either one, but I get the impression that the "Hybrid" drivers function closed loop as well, and it sounds as though that is what you are doing. If that is the case, what, if any, functional difference is there between the self-described "hybrid" drivers and the self-described "closed-loop" drivers? I assume you know what I'm referring to, but if not, let me know and I'll post pictures and links in order to clarify.
-
By the way, good news! Just yesterday I think I've identified the very same spring-loaded bit used very successfully by both Bantam Tools and Wegstr for removing DIY solder mask over solder pads.
 Details here: https://www.cnczone.com/forums/pcb-milling/408516-best-material-spoilboard-beneath-pcb-etching-best.html#post2395490
Details here: https://www.cnczone.com/forums/pcb-milling/408516-best-material-spoilboard-beneath-pcb-etching-best.html#post2395490For anyone not familiar with this process, here is a demo video:
How To Make a PCB Solder Mask with the Bantam Tools PCB Milling Machine – 02:53
— Bantam ToolsI'll be giving it a try once my rig is upgraded and re-tuned, because obviously the z-axis height needs to be controlled very precisely for it to work without etching off the same copper pads that I'll be trying to re-expose from under the solder mask. I suppose using 2oz copper clad might also be worth it for the wee bit of added headroom. If push comes shove, I've read that even thicker copper clad PCB is available, though off-hand I have no idea where would be a good place to buy it. From what I've read the thicker cladding is most often found in PCB's made for military applications.
Edit: Gave a quick cursory look, and both 3oz and 4oz copper clad PCB is not hard to find. Not saying it will be needed, but nice to know in case it is.
-
Time to upgrade the motion controller. The woodpecker is hopeless because it takes 12v-36v input voltage and downconverts it to 12v:

This means you can't actually drive your stepper stick at more than 12v, even though the A4988 can use up to 36v and the DRV8825 up to 45v. The TMC5160 allows up to 60v. I'm guessing the grbl board designers did this to avoid any possibility of going over the allowed voltage, which would mean fewer warrantee returns. All well and good for them, but if I'm not mistaken, it deprives the user of snappier accelerations.So, I ordered just a primitive arduino shield, and hopefully it is lacking this "feature":

The board markings do indicate the same 12-36v range, though, but I'm guessing that's there purely either as a cautionary warning for A4988 users or because that's the highest voltage that the capacitors are rated for. Given the cramped board, perhaps trace widths are a factor as well.The mechaduino driver can handle voltages up to 40v, but the mechaduino board itself was designed with 36v capacitors. The MKS-servo42a has a 30v maximum according to the design they borrowed from.
All this does make me interested in trying a TMC5160 at 60v just to see how much snappier it might be.
Unfortunately, the uStepper (http://ustepper.com/product_sheet_revB.pdf), despite using the TMC5160, doesn't take advantage of the 60v possibility. It recommends 24v input voltage, with a 30v maximum.
Good grief! Why, oh why, did they do that? Was it just to save a few pennies on component cost? Will I have to design my own board if I want high performance?
I was originally hoping for this to be a drop-in upgrade. Maybe it still is, but I'm starting to have doubts about just how much of a performance upgrade I can expect from it.
-
Reporting back: I received the el cheapo GRBL boards (above). The good news is that they don't have a buck converter getting in the way, the way the woodpecker does. The bad news is that the caps are rated at only 40v. So, I may replae them with ones rated for higher voltage. Also, there's a mysterious glass fuse soldered in the midst of it all. Not sure at what current it's rated to blow but, meh, probably high enough if the designer did his homework.
So, overall, I expect this will be an improvement over woodpecker for running GRBL at higher voltage.
-
@NeverDie judging from the images, this looks like a diode instead of a fuse.
Anyway, keep up the good reading, I'm loving your posts
-
@Yveaux said in CNC PCB milling:
@NeverDie judging from the images, this looks like a diode instead of a fuse.
Not a bad guess based on the image you were working from, but if so it's a diode with the word "FUSE" written under it:


Anyway, keep up the good reading, I'm loving your posts
Thanks for the encouragement!
-
The nice thing about this particular board is that there's an easy way to levitate a fan over it to cool down the stepsticks:

-
@NeverDie said in CNC PCB milling:
a diode with the word "FUSE" written under it
Got me there, but it seems to be a fuse with orientation

We'll never know unless you put a multimeter on it
-
@Yveaux said in CNC PCB milling:
@NeverDie said in CNC PCB milling:
a diode with the word "FUSE" written under it
Got me there, but it seems to be a fuse with orientation
We'll never know unless you put a multimeter on itOK, I just now probed it, and it conducts with the same 0.12 ohm resistance in both directions. So, it's not a diode. Here's a closeup photo that I took for you:

I'm going to deem it a fuse unless you have a different theory or can recognize it as something else.Anyhow, changing topics, the good news is that the electrolytic capacitors have a higher voltage rating than what I had reported earlier. They are 100uF capacitors, and upon closer inspection it says that they are rated at 50v, not 40v as I had earlier thought. That's good news, because it means they should be able to handle the 45v maximum that DRV8825 stepper drivers can tolerate.
-
@NeverDie Did you check out the assembly instructions? There they use a fuse with a rather high current in this place

The explanation why it is polarized is because in fact, it used to be a diode in older revisions, check out Step 7 here.
-
-
@Yveaux said in CNC PCB milling:
polarized yellow wire
Oh boy, good luck @NeverDie. These are hard to get. Never saw them on Ali.
-
@eiten said in CNC PCB milling:
The explanation why it is polarized is because in fact, it used to be a diode in older revisions, check out Step 7 here.
Yeah, let's look at that:
D1(Diode) was intended to prevent users from damaging the board by accidentally reversing the polarity on the high voltage line. Unfortunately this feature was abandoned because I could not find a big enough Diode that would handle 6 amps at a time and still fit on the board. The work around for this is to solder in a jumper wire (Yellow Wire).
LOL. This excuse just doesn't ring true. I mean, by version 3 he still couldn't manage to find space on the board for a suitable diode? Nevermind that he could have used an alternative for reverse polarity protection, like a mosfet, which also wouldn't have incurred as large a voltage drop.
Well, speaking of diodes, I don't see any TVS or zener diodes on this board for protection against back EMF. I guess that's just assumed to be handled by the driver modules?
-
@NeverDie and for reverse polarity protection, you could just use a FET, a resistor and a Zener (only necessary if reversed voltage is breaking the FET, which is cheaper if you have some amps and has loooots of less power dissipation:
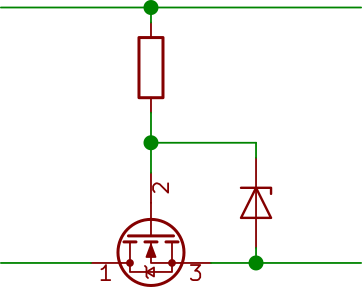
I use this on all my PCBs with removable batterys. Luxury upgrade: a reverse voltage indicator:
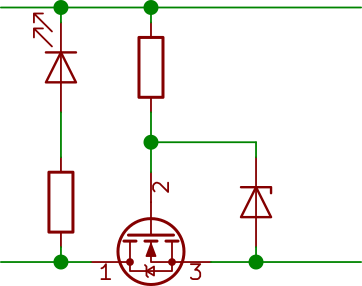
Add a Zener parallel to the LED if you have a wide expectet input voltage range.
-
@NeverDie said in CNC PCB milling:
speaking of diodes, I don't see any TVS or zener diodes on this board for protection against back EMF. I guess that's just assumed to be handled by the driver modules?
Well, according to Pololu, capacitors are to be used for that instead:
Warning: This carrier board uses low-ESR ceramic capacitors, which makes it susceptible to destructive LC voltage spikes, especially when using power leads longer than a few inches. Under the right conditions, these spikes can exceed the 35 V maximum voltage rating for the A4988 and permanently damage the board, even when the motor supply voltage is as low as 12 V. One way to protect the driver from such spikes is to put a large (at least 47 µF) electrolytic capacitor across motor power (VMOT) and ground somewhere close to the board.
Actually, this might be better anyway, since different driver boards may have different maximum voltages, and using a capacitor would adapt to that.
So, it remains to be seen whether the given 50v rating on a 100uF capacitor is enough if I were to raise the supply voltage to 45v to drive DRV8825's at their maximum voltage. The board design may not have accounted for that, since it sets an arbitrary limit of 36v for input voltage, as stated on the silk screen. I guess the way to test it experimentally would be to start at 35v and then creep up the voltage while monitoring an in-use capacitor in situ on an oscilloscope while driving the stepper at maximum acceleration and then suddenly stopping. I presume that would be the worst case scenario. However, I'm not sure what the gcode for that would be. Anyone know? If not, I may just have to settle for jogging the stepper around and take measurements based on that instead.
-
@NeverDie said in CNC PCB milling:
capacitors are to be used for that instead
Wow, thanks. I learned something today!
-
I suppose the GRBL capacitor rating may soon be a moot issue anyway, as the servo42A closed loop driver accepts an input voltage of only 12-24v, and, not surprisingly, it appears to have its own back EMF cap on its driverboard:

-
Anyhow, I ordered one of these tramming tools:

so that I can do accurate repeatability tests on the z-axis, and that is because I will need to be deadnuts accurate if I am to selectively CNC mill the solder mask off from a PCB without destroying the underlying solder pads. i'm not sure I will have enough headroom on the z-axis to fit this tool into place--or use it for that matter--so I'll just have to see how that goes after it arrives. A lot may depend on how far I can plunge the dial indicators before they bottom out.
-
By the way, I just now found a online outfit which will cnc laser cut steel up to 1" thick. Their name? Yeah, you guessed it: oshcut.
https://www.oshcut.com
A really interesting option for my next CNC after this one would be to design the whole thing in CAD and then have it laser cut out of stainless steel. As compared to Chinese aluminum extrusion CNC's, I can see this as having two advantages: 1. Steel is far stronger and more rigid than aluminum, and so it would be lightyears ahead in that regard, and 2. I'm guessing the parts would be far more dimensionally accurate than whatever gets banged out in China for shipment through Aliexpress. In the past what has held me back from building a CNC from scratch is the need to precisely drill all the holes with just exactlly right amount of spacing, parallelism, and perpendicularity. However, with access to cnc laser cut steel, I presumably get all the dimensional accuracy I would need at no extra cost.Fanciful? I think not. A kid in Poland did his own CNC design and had the steel parts lasercut in Poland. In just the past few days he finished putting it together, and it looks like a pretty reasonable design using both ballscrews and steel rail guides, held together will steel gussets that he designed himself in CAD:
IndyMill - Open Source DIY CNC Machine #4 Final Test! – 14:53
— Nikodem BartnikI'd say it looks better than most of what China is selling. In fact, he's giving his design files away for free, so if you wanted to I suppose you could have the exact same parts lasercut and shipped to your door. Pretty cool!
This looks like it could (finally!) be the start of truly open source CNC designs, as compared to the past where you more or less had to buy all the custom cut parts from somebody else, who, of course, was selling them at a mark-up relative to their own costs.
-
@NeverDie said in CNC PCB milling:
so that I can do accurate repeatability tests on the z-axis, and that is because I will need to be deadnuts accurate if I am to selectively CNC mill the solder mask off from a PCB without destroying the underlying solder pads. i'm not sure I will have enough headroom on the z-axis to fit this tool into place--or use it for that matter--so I'll just have to see how that goes after it arrives. A lot may depend on how far I can plunge the dial indicators before they bottom out.
Dial based tramming depends on table being flat, otherwise result is so so.
Eventually I've used 3d printed bar with holes for 1/4" stub bit to mount into collet
and 1/8" on other side for a scrap v-bit with probe clip attached. It allows to tram spindle in X and Y directions compared to dial gauge ( only X direction, due to not enough clerance under X axis frame)Yields about the same result as dial method against uneven table almost for free. Putting MDF spoil board, and levelling, helps a bit but then one gets "waves" if the spindle is not perpendicular to the table and given that MDF is not conductive, I couldn't use probe again to re-measure.
That was solved by using steel gauge plate (I used 10x15x500mm) to serve as other end of the probe. It takes only few facing iterations to level bed with facing bit, in each direction (X and Y). Also gauge plate across whole table takes care of evening 'waves' and it's still cheaper than a good dial gauge (not speaking about dedicated tramming contraption above). Caveat is that it's much slower than using
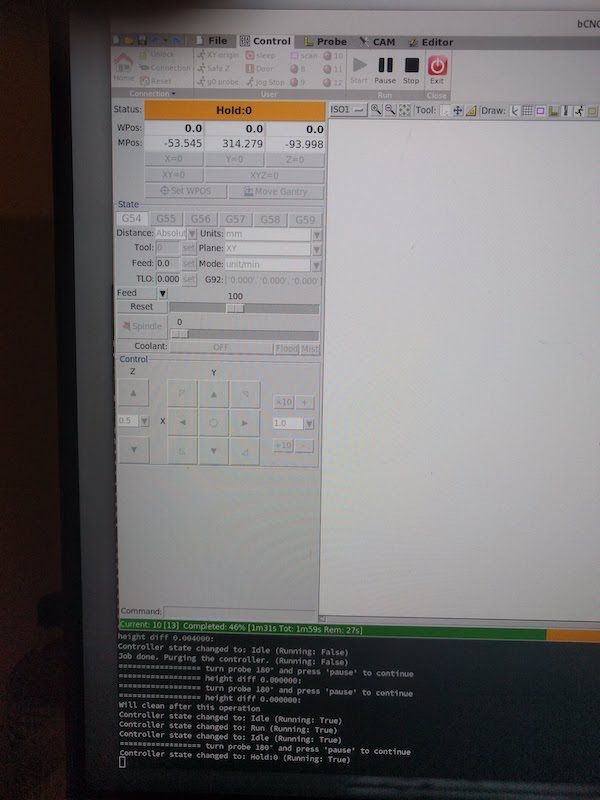
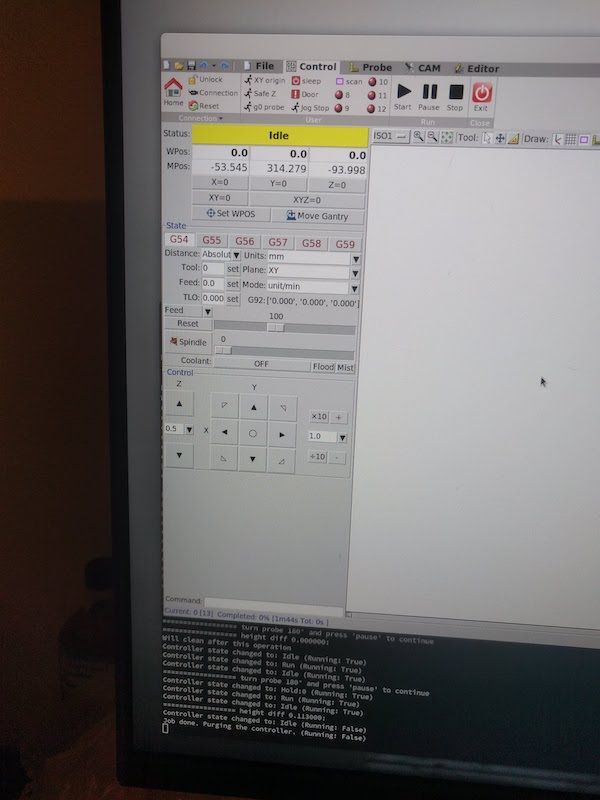
dial gauge due to slow probing but in my case it was more repeatable so it's hard to tell which method was slower in the end.With bCNC it's possible to use gcode macro to do tedious work of probing, so one needs only to manually rotate probe 180° and press a button to see which direction axis is skewed.
-
Have any of you tried to make a vacuum table?
When it comes to the solder mask. Based on video I say this is done easier bij using UV exposure only. If you are using UV paint anyway, then you might as well print the design on a transparent sheet.
-
@niallain said in CNC PCB milling:
Eventually I've used 3d printed bar with holes for 1/4" stub bit to mount into collet
and 1/8" on other side for a scrap v-bit with probe clip attached. It allows to tram spindle in X and Y directions compared to dial gauge ( only X direction, due to not enough clerance under X axis frame)Do you have any pictures you can post?
-
@Joerideman said in CNC PCB milling:
Have any of you tried to make a vacuum table?
No, I haven't. Why do you ask?
When it comes to the solder mask. Based on video I say this is done easier bij using UV exposure only. If you are using UV paint anyway, then you might as well print the design on a transparent sheet.
Yes, there's more than one way to tackle the problem. The method you describe is one of the more common ones, but it seems to involve more manual processing. It would be nice if someone who had tried both methods posted the pros and cons of each method.
-
@NeverDie said in CNC PCB milling:
I suppose the GRBL capacitor rating may soon be a moot issue anyway, as the servo42A closed loop driver accepts an input voltage of only 12-24v, and, not surprisingly, it appears to have its own back EMF cap on its driverboard:
The original mechaduino v0.2 accepted up to 35v:
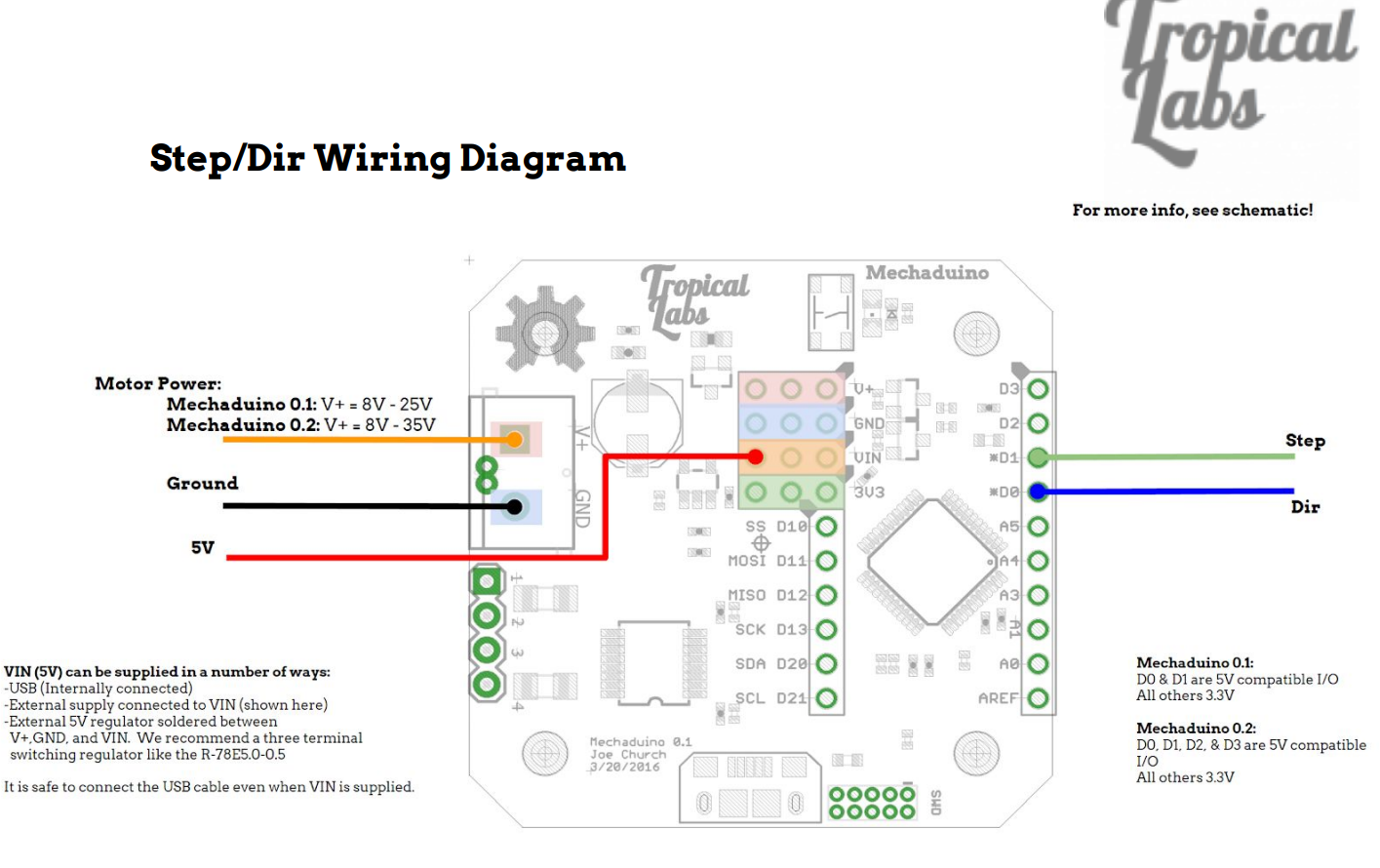
So, because the clone that I purchased allows for only 24v input, it's an unfortunate downgrade from the original.

-
@NeverDie said in CNC PCB milling:
@niallain said in CNC PCB milling:
Eventually I've used 3d printed bar with holes for 1/4" stub bit to mount into collet
and 1/8" on other side for a scrap v-bit with probe clip attached. It allows to tram spindle in X and Y directions compared to dial gauge ( only X direction, due to not enough clerance under X axis frame)Do you have any pictures you can post?
Thanks to you, I finally 'finished' replacing arduino 'nano' with 'mega'
, that I were putting off for a month now, since GRBL on it provides software backlash and axis skew compensations (I gave up on trying to square/fix machine mechanically).Back to the topic, there are lots of videos on youtube where spindle is trammed using bar and paper method, so this is nothing new just a small improvement to reduce manual work and improve repeatability without expensive equipment.
Before doing it, I face spoil-board perpendicular to bar to make it level,
which results in ridges if spindle is not perpendicular to table.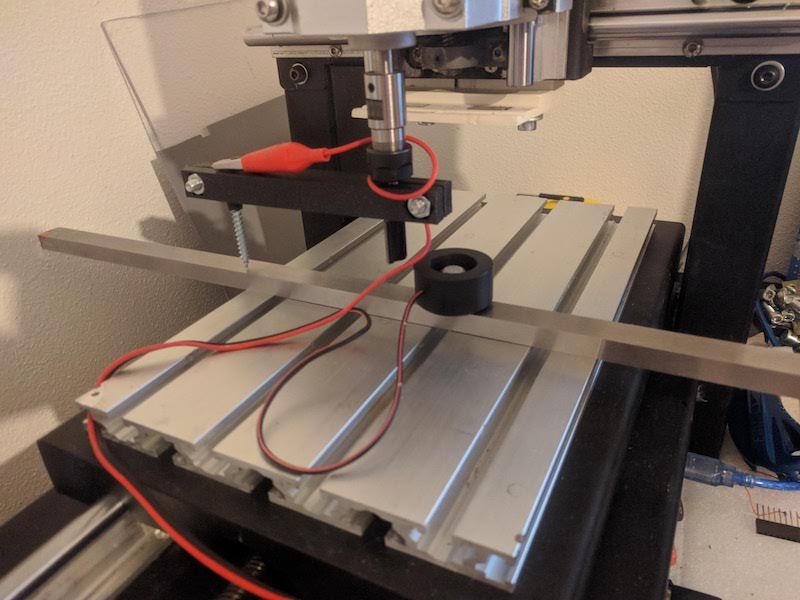
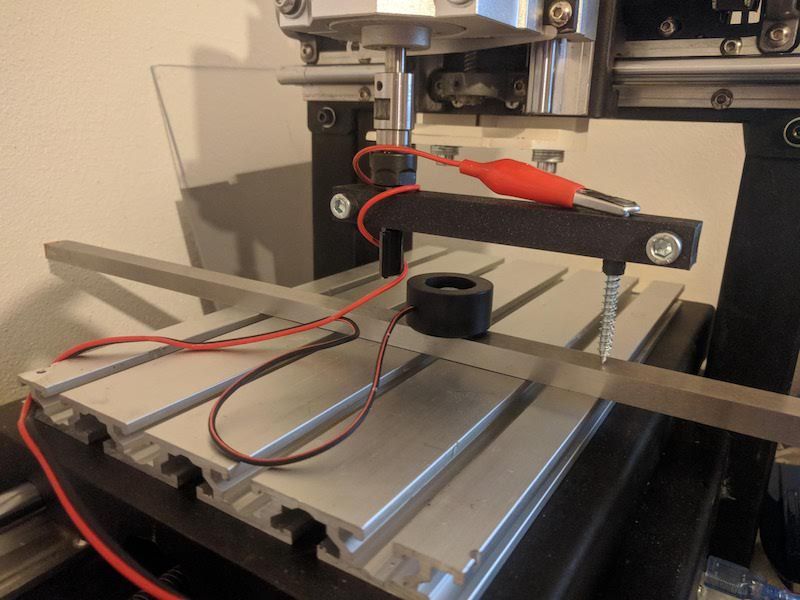
the same can be done for Y axis, just face board/turn bar 90 degrees.
Assuming you are in EU, gauge plate I got from here, it's my source for 'cheapish' but decent endmills compared to the rest of sources, I know of, within EU.
-
@NeverDie Here are my steppers I currently use on my 3040 cnc: https://www.ebay.co.uk/itm/Nema23-2Nm-Closed-Loop-Stepper-Motor-Driver-3phase-Hybrid-Easy-DC-Servo-Kit-CNC/254675291058?hash=item3b4bd48bb2:g:FcsAAOSwAuZX4lcl
-
@executivul I notice that closed looop ethercat is also starting to become popular:
https://www.aliexpress.com/item/33028892255.html?spm=a2g0o.productlist.0.0.4a3acc12R4bh4z&ad_pvid=202008201300179940172292214280005385422_2&s=pEspecially for LinuxCNC and Mach3/4 users. I don't know enough about either of those software packages to know what, if any, advantages they may have, but the downside seems clear enough: you need to worry about what kind of jitter and lag the PC you run it on may have.
Maybe that's where the closed loop helps out? The ethernet affords some noise immunity. Not sure to what degree, or not, that noise is even a problem with typical non-ethernet GRBL driven configurations.I notice that the new TMC5160's have motion planning built into the chips themselves, though I haven't yet seen any configurations which take advantage of that. Sounds intriguing, as it would be able to capitalize on any feedback practically instantaneously. Maybe it will be a game changer? The TMC5160 datasheet makes some vague references to closed loop.
-
@NeverDie EtherCAT is simply awesome. Over the years I developed multiple EtherCAT masters and slaves, and used it in many industrial machine control solutions.
It has proven extremely useful for realtime distributed control and offers great flexibility.
Jitter on bus cycle deserves attention, but on the other hand even windows can run an EtherCAT master; it just all depends on your application and control requirements.
In the case of small CNC and 3D printers it may be slight overkill however.
Let me know if you would like to go deeper into the topic, or have specific questions!
-
@NeverDie These closed control loops have got really good traction lately, these days there is a sprawl of new/cheaper devices/clones. I've used mine without issue for 2 years now.
My problem was frequent binding of the machine. I have a 60,000rpm spindle and I normally use 1400mm/min speed and 300mm/s^2 acceleration. The machine itself is far from perfect, sometimes I can hear it knocking, and with older steppers and drivers I lost a few steps every time it jammed, resulting in 0.1-0.3mm of error at the end of a longer milling process.
The culprit is either some misalignment and lack of parallelism or some of the balls have flat spots. The binding does not occur in the same place or direction every single time, so I believe the balls are more likely to be the cause. The solution would be a complete rebuild using higher quality linear rails, but the the price and the time needed to do it makes me leave it as it is since I can mill 0.15mm isolation with 0.25mm traces for smd and also large 20cm x 30cm boards for through hole projects (mostly).
-
@executivul So even with the closed loop it's still off at the end? That's hard to wrap my head around.
I guess the ultimate solution would be DRO's then. Short of that, or the improvements you're talking about, maybe you could re-zero periodically during the job? You're getting great results, though, so I don't blame you for leaving it alone.
-
@Yveaux said in CNC PCB milling:
@NeverDie EtherCAT is simply awesome. Over the years I developed multiple EtherCAT masters and slaves, and used it in many industrial machine control solutions.
It has proven extremely useful for realtime distributed control and offers great flexibility.
Jitter on bus cycle deserves attention, but on the other hand even windows can run an EtherCAT master; it just all depends on your application and control requirements.
In the case of small CNC and 3D printers it may be slight overkill however.
Let me know if you would like to go deeper into the topic, or have specific questions!That's great! Do you think there's much hope of seeing a greatly cost-reduced arduino version of ethercat anytime soon? I mean, by way of analogy, for a long while wi-fi seemed intractably expensive, and even the expensive wi-fi breakouts for arduino's seemed pretty dodgy. Then out of the blue ESP8266 suddenly made good arduino wi-fi possible for cheap.
-
@NeverDie EtherCAT requires a dedicated ASIC (e.g. Beckhoff ET1100) or FPGA IP Core.
There have been some developments where MPU & EtherCAT slave controller were integrated into a single piece of silicon (TI, Renesas, Microchip) but these are less popular than the ET1100.
For distributed IO it is an awesome technology, but when all IO and controller can be located onto a single board (like with most hobby CNCs) it is overkill, at least for the masses.
But again, you never know what nice lowcost EtherCAT solution could be coming our way.
-
@Yveaux That makes sense to me. If people are mainly doing it for noise immunity, I'm reasonably sure that differential op-amps (which are cheap) and twisted pair wiring (which is cheap) will do the business. That's how ethernet does it. If that's still not enough, then add shielding. Also, the more twisting the better. At least, I would think that it would be sufficient for a home environment.
I'll be testing this theory with the closed-loop stepper drivers that I'll be installing, since with those it will be the data coms between the GRBL board and the stepper drivers that will be running across long wires instead of power pulses to the steppers, where noise didn't really matter. I guess we'll see!
-
Hey, I have trouble understanding the last 10 posts.
It sounds like this go's beyond the PCB milling?
What are you aiming to achieve?
-
@Joerideman said in CNC PCB milling:
Hey, I have trouble understanding the last 10 posts.
It sounds like this go's beyond the PCB milling?
What are you aiming to achieve?
No, the aim is still pcb milling. More specifically: PCB milling at fine pitch and whatever might support that. Regular through-hole milling is something that just about any PCB mill can handle, so the discussion has shifted to milling for newer SMD parts, where the pitch between pads can be quite challenging for some mills, like mine for example. Then the question becomes: which are the best bang/buck upgrades (or even just calibrations) that will get you there.
-
So, I have seen that with a popular 3018 CNC a atmega328p-au can be milled.
0.2mm traces with 0.2mm clearance can be routed.
What specs are you going for?
-
@Joerideman said in CNC PCB milling:
So, I have seen that with a popular 3018 CNC a atmega328p-au can be milled.
0.2mm traces with 0.2mm clearance can be routed.
What specs are you going for?
I thought the atmega328p had wider pitch than that, as I have etched those before. Nonethmeless, where did you see a 3018 that could do those specs? I think for now, if I'm understanding you correctly, that would be good enough, at least for me. That would effectively be a 0.4mm pitch, right? Measured center to center from one pad to the next.
I don't think my rig is any worse than a 3018. Most low-end CNC's seem pretty similar, with aluminum extrusion frames, acme screws, round rods and inexpensive linear bearings for glides, and dubious spindles, dodgy collets, and questionable z-axis reinforcement against twisting. I guess one could look at bantam tools or wegstr for differences, as they seem to be hitting it. I doubt there's any one thing but probably a range of things done right. Perhaps being companies allows them to source parts reliably with the right tolerances, thus avoiding aliexpress roulette.
Anyhow, I think I'll get there if I keep chipping away at it. With PCB deliveries slowing down due to covid19, it's worth the effort to figure it out.
I see working with PCB's as an advantage, because the machine itself doesn't need to be big, and in theory even (some) premium parts become affordable because the travel distances are relatively short.
-
I shared a link to this channel before.
CNC PCB - high quality with the budget 3018 CNC – 05:20
— DIY TECH BROSI am waiting for their next video. I am told it will show us a bit more about the limits of the machine.
It doesn't actually show an atmege328 I am not sure where or if have actually seen this.
The Wegstr, has only a Z axis for the spindle. And from what I read they use a brushless motor for this. I guess that by only moving it up and down, this part becomes very rigid.
-
@Joerideman said in CNC PCB milling:
I shared a link to this channel before.
CNC PCB - high quality with the budget 3018 CNC – 05:20
— DIY TECH BROSI'm pretty sure the pitch on the given example in that video is wider than 0.4mm.
The Wegstr, has only a Z axis for the spindle. And from what I read they use a brushless motor for this. I guess that by only moving it up and down, this part becomes very rigid.
Good observation. The fixed z-axis is closer to a classic mill configuration. I like that approach because it makes it easier to build rigidity into the z-axis.
-
@Joerideman said in CNC PCB milling:
So, I have seen that with a popular 3018 CNC a atmega328p-au can be milled.
0.2mm traces with 0.2mm clearance can be routed.
What specs are you going for?
I looked up the atmega328p datasheet here: http://ww1.microchip.com/downloads/en/DeviceDoc/Atmel-7810-Automotive-Microcontrollers-ATmega328P_Datasheet.pdf
The pitch on the DIP package is obviously 2.540mm.
The pitch on the TQFP package is 0.8mm. That's the one I tend to favor because it's easy to handle, and I have a clamshell chip programmer for it.
The ptich on the VQFN package is 0.5mm.
On the other hand, looking at the "other' datasheet for the atmega328p: https://ww1.microchip.com/downloads/en/DeviceDoc/ATmega48A-PA-88A-PA-168A-PA-328-P-DS-DS40002061A.pdf
it does appear to also make reference to a 28M1 package, which has only 28 pins and a lead pitch of 0.45mm. As far as the atmega328p is concerned, that appears to be the lowest pitch package. Pad width is a nominal 0.22mm, so of the various packages it's the closest to the one you said. The entire package is just 4mmx4mm in size.I'd be reluctant to attempt a chip that small without solder mask, but with an appropriate solder mask it would be possible I suppose. Hence, getting the solder mask part of pcb milling right is definitely important as the line pitch gets smaller and smaller, and that certainly is the trend.
In any case, the lead pitch on the nRF52832 is 0.4mm, so there's definitely a need to accurately etch that pitch. I seem to recall running into components with even lower lead pitch than that, but offhand I can't remember which components those were.
-
On another thread (https://forum.mysensors.org/topic/10812/the-harvester-ultimate-power-supply-for-the-raybeacon-dk/211?_=1598132652123) we were talking about using a laser to directly etch the copper clad on a PCB, which I think would be hard to do without a fiber laser. Nonetheless, it just now occurred to me that using a regular etching laser might be just the ticket to use for removing black solder mask over solder pads, precisely because it would fail at removing the copper underneath. After all, many people are already using this technique for removing cheap black paint (used as an acid etching mask) from copper PCBs, so I presume it would work equally well for selectively removing black solder mask? At least to me, this sounds extremely promising.
-
@NeverDie Yeah, it's a very interesting option! Similar approach might be to use a UV printer. The UV paint is known to be resistant to FeCl3 and hence results in nice and clean edges. But that's subject of paint and a laser engraver could be used over UV paint too.
On the other hand, a fiber laser might be a nice all-in-one solution. It can do the PCB routing, can cut the board edges, and drill everything in one pass. After that, the same device can be used to manufacture solder mask using a kapton tape and also engrave the silk layer on top of it. Finally, it can cut stencils.
The only missing part is the through hole plating. I still have concern that laser drilled the edges will be good enough for metalization, this has to be checked. But a previously drilled and plated board is much easier to etch with laser rather than a milling machine.
-
@Mishka said in CNC PCB milling:
@NeverDie Yeah, it's a very interesting option! Similar approach might be to use a UV printer. The UV paint is known to be resistant to FeCl3 and hence results in nice and clean edges. But that's subject of paint and a laser engraver could be used over UV paint too.
On the other hand, a fiber laser might be a nice all-in-one solution. It can do the PCB routing, can cut the board edges, and drill everything in one pass. After that, the same device can be used to manufacture solder mask using a kapton tape and also engrave the silk layer on top of it. Finally, it can cut stencils.
The only missing part is the through hole plating. I still have concern that laser drilled the edges will be good enough for metalization, this has to be checked. But a previously drilled and plated board is much easier to etch with laser rather than a milling machine.
Somewhere out there is a product (it has a youtube video) where you pull a special paste through the via's under a vacuum and then do regular electroplating to get your vias plated. It's meant for DIY.
I wonder if you could just squeegee fine grained solder paste into the vias and then heat it up to make the connections? I suppose you'd want to do it after the solder mask phase. If the vias are big enough, I don't see why this wouldn't work. In the worst case it might take more than one pass, and it might also have the advantage of "tinning" your regular solder pads.
-
Here is a fiber laser machine example: https://mylasermart.com/product/ultra-high-speed-laser-machine/
It uses 50W fiber laser. Minimal track width is 0.05 mm! Space between tracks is 0.025 mm which is limited by the beam size. Precision ±2 µm.
This particular one doesn't look any cheap, but it gives the strong hint what to look for.
-
@Mishka The company best known for direct laser etching of PCBs is called LPKF. If cost is no barrier, they've got great solutions that they can ship you today. Lots of impressive youtube videos about their products. If mylasermart, or anybody else, can do the same or similar for a lot less though, it would certainly be interesting.
-
@Mishka said in CNC PCB milling:
@NeverDie Yeah, it's a very interesting option! Similar approach might be to use a UV printer. The UV paint is known to be resistant to FeCl3 and hence results in nice and clean edges. But that's subject of paint and a laser engraver could be used over UV paint too.
On the other hand, a fiber laser might be a nice all-in-one solution. It can do the PCB routing, can cut the board edges, and drill everything in one pass. After that, the same device can be used to manufacture solder mask using a kapton tape and also engrave the silk layer on top of it. Finally, it can cut stencils.
The only missing part is the through hole plating. I still have concern that laser drilled the edges will be good enough for metalization, this has to be checked. But a previously drilled and plated board is much easier to etch with laser rather than a milling machine.
Maybe UV printers are worth another look. I've searched in the past for flatbed UV inkjet printers but almost everything I found was commercially oriented toward print shops, and the prices were basically $2,000 and up. I suppose one option is to actually go to a local print shop and use theirs and pay a per-use fee. There do exist some battery operated hand-held units that you can sorta "wipe" across a surface and it will print as you go with uv ink. Those are a lot cheaper, and maybe they could be adapted.... but that's a project I'd rather avoid.
You'd think that comparatively inexpensive 3D resin printers could be tricked into doing it.
Anyhow, keep the ideas coming! Brainstorming works better that way.
-
@NeverDie Not surprisingly, some people are already doing laser ablation of soldermask, and the results are pretty good!
Lasering out PCB Solder Mask in ChiliPeppr – 07:39
— John Lauer
-
While I wait for the closed loop drivers to arrive, I attached these fancy copper heatsinks to DRV8825 drivers using artic silver thermally conductive epoxy.
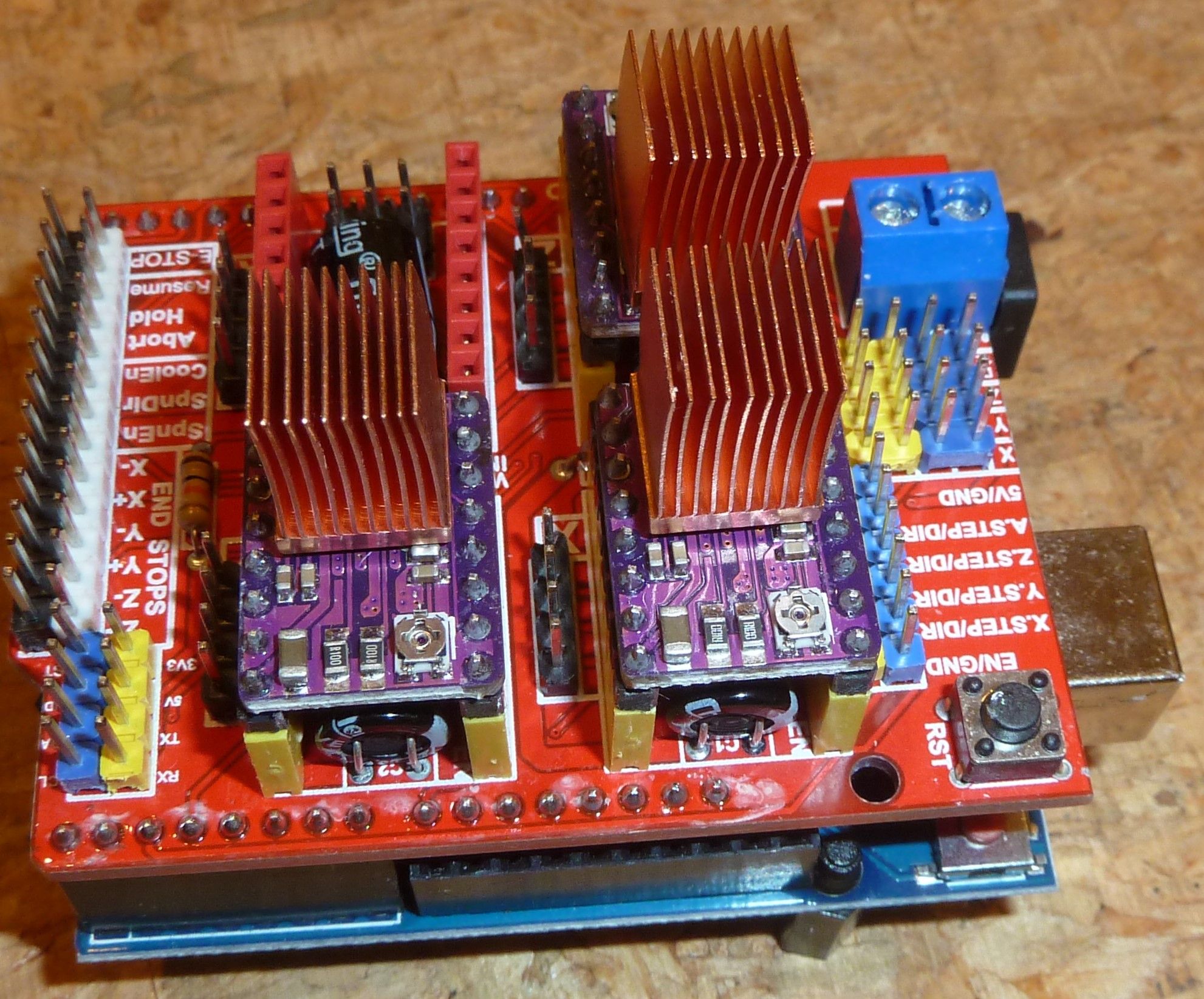
It makes for a permanent attachment, but from what I've read, this should allow them to be driven at their maximum rated current without overheating. This way I'll at least have a glimpse of what it's like to run the steppers at 45v with 2.1a current before switching over to the 24v volt closed loop drivers. I'll let the epoxy fully cure overnight and then give them a test drive tomorrow. It might (?) even turn out that with the extra power I don't even need the closed loop drivers. We'll see.I loaded GRBL 1.1h onto the arduino. Doing so is a very simple and quick process: just copy the GRBL library over to the arduino library folder and then compile and upload the uploadGRBL example program that comes with it. That's all there is to it. From there the default settings can be customized if so desired. I'll probably be testing different speed and acceleration settings.
-
@NeverDie said in CNC PCB milling:
@NeverDie Not surprisingly, some people are already doing laser ablation of soldermask, and the results are pretty good!
Lasering out PCB Solder Mask in ChiliPeppr – 07:39
— John LauerI tried shopping for lasers last night, but it's not straight forward. The variables seem be: power, wavelength, focal distance, optics, size of dot, and sharpness of dot. Unfortunately, lasers don't seem to be marketed that way. Instead, the listings seem to assume you can infer that.
Apparently single mode lasers would be better for this application because they produce better defined dots, but that's the only tidbit of useful information I've so far gleaned. If anyone here with laser experience can make a recommendation for a CNC mountable laser to ablate solder mask, that would be great. Also, is it better to steer the beam by moving the laser around on the CNC as though it were and endmill, or is it better to get a laser with moveable mirrors to direct the beam where it should go? I'm guessing that treating it like an endmill would be the more plug-and-play of the two options, where you simply turn on the laser whenever the z-axis gcode implies the z-axis is below zero, and turn it off when the gcode implies the z-axis would be above zero.
-
@NeverDie I could actually try this out.
I recently received solder mask paint, both white and green.
And I have a cheap 3 Chinese Watts uv laser engraver.
I was thinking that using transparent sheets is the easiest way to go since you have to expose it anyway, but ofcourse that also means more material use.
-
@Joerideman said in CNC PCB milling:
@NeverDie I could actually try this out.
I recently received solder mask paint, both white and green.
And I have a cheap UV laser engraver.
That would be great!
-
@NeverDie said in CNC PCB milling:
@NeverDie said in CNC PCB milling:
I suppose the GRBL capacitor rating may soon be a moot issue anyway, as the servo42A closed loop driver accepts an input voltage of only 12-24v, and, not surprisingly, it appears to have its own back EMF cap on its driverboard:
The original mechaduino v0.2 accepted up to 35v:
So, because the clone that I purchased allows for only 24v input, it's an unfortunate downgrade from the original.
Reporting back: it turns out the voltage issue is moot. After playing around with a NEMA 17 and a DRV8255 driver, it turns out the NEMA 17 doesn't behave well at higher voltages anyway. At the higher voltages it's prone to resonating and not even turning. Also, unlike the original NEMA 17's, the "upgraded" NEMA 17's don't seem to perform well at 12v either. Rather, 24v seems to be more or less the sweet spot, and at a current that's around a little more half its rated maximum. So that was quite a surprise, at least to me. Also, even with the copper finned heatsinks, and the reduced voltages and currents, the DRV8255's get quite hot! If I'm going to run the upgraded steppers from stepsticks, I think I'm probably going to need to fan cooling in addition to the heatsinks. I wonder if I'll have to add some kind of heatsinks and fan cooling to the closed loop steppers as well?
I guess, if need be, I could either "downgrade" back to the original, smaller NEMA 17's that came with the kit, or else upgrade to TMC5160's (which run cooler) to better support the higher torque "upgraded" NEMA 17's. In the worst case I would shift to the standalone drivers discussed earlier, each of which comes with massive heatsinks.
All that said, the present currents are fairly paltry compared to what NEMA 23's consume. I imagine NEMA 23 drivers get very hot indeed!
Lastly, but importantly, I think I maybe see why my setup is loosing positioning when I jog around manually. Basically, by default GRBL turns off the drivers almost completely at the end of a command rather than maintaining holding torque on them. I'm guessing that may allow some slippage to happen that shouldn't happen during those relaxation periods. It has me curious now as to whether this might also happen while running a lengthy grbl script--maybe during periods when the z-height is locked and not otherwise changing? I guess I'll have to run some tests to find out. I find it hard to believe that GRBL might make a bonehead mistake like that, but.... maybe? Regardless, this would be something that the closed loop drivers could correct for, because their magnetic encoders have quite good resolution.
Based on tracking info, I'm pretty sure I'll be receiving them this week.
-
I never imagined that I would burn out four (4) DRV8825 stepper drivers and two (2) arduinos in just a short stretch of time. Something about this GRBL design makes it ridiculously fragile. And, by the way, the fuse never blew!
 It really might as well be a piece of wire for all the good it's doing. I'm just glad it didn't fry the computer I have connected to it.
It really might as well be a piece of wire for all the good it's doing. I'm just glad it didn't fry the computer I have connected to it.Edit: Good heavens! Here's a similar board, and beware! It's absolutely riddled with fatal flaws:
Worst CNC shield 12v /24 volt board GRBL v4 Arduino Nano (Problems, fix, Mods, flaws, corrections) – 10:16
— MangoJelly Solutions for FreeCAD
-
I received the closed loop drivers. It contains a good amount of kit for making the upgrade:
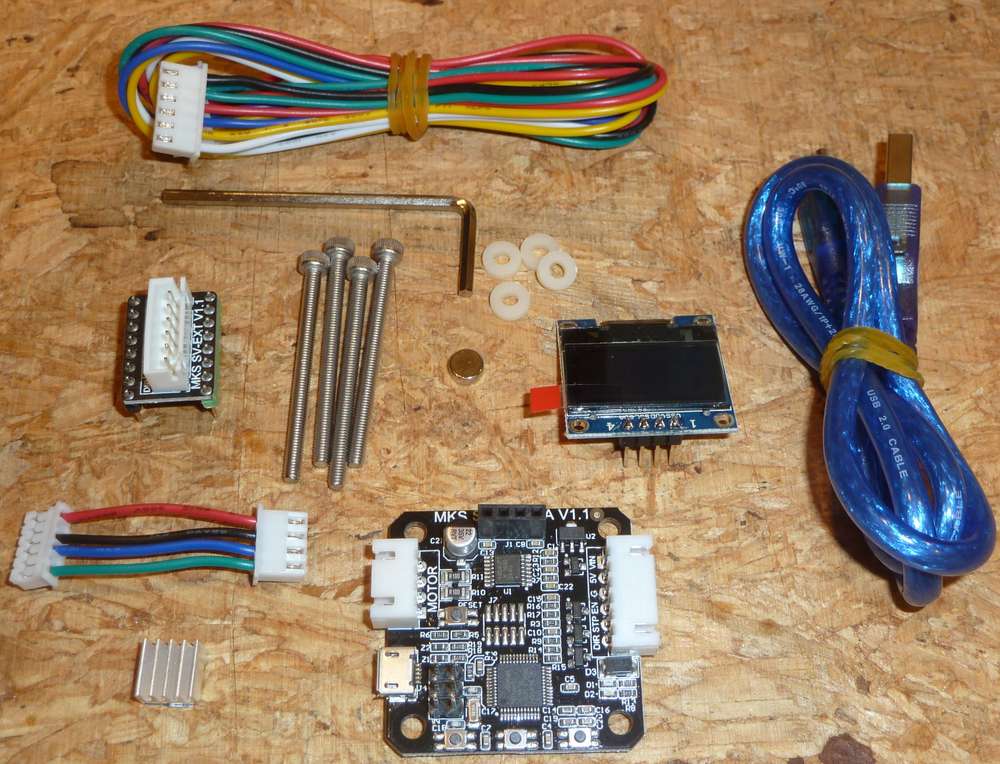
The board is missing the MCU programmer pins, so I presume the MCU is already programmed with at least a bootloader and most likely the full closed loop driver software.
-
@Joerideman said in CNC PCB milling:
@NeverDie I could actually try this out.
I recently received solder mask paint, both white and green.
And I have a cheap 3 Chinese Watts uv laser engraver.
I was thinking that using transparent sheets is the easiest way to go since you have to expose it anyway, but ofcourse that also means more material use.
While you're at it, would you please also try selectively curing the solder mask with your uv laser? If that could be done, I think it might be cleaner all around as compared to laser ablating solder mask that's already cured. For one thing, no fumes from burning to contend with. Also, I'm guessing the output power for curing could be less than for burning, and so maybe it would be safer to use for that reason.
On my end I found a 405nm laser on ebay with 600mw output power, with an adjustable focus, a focal length of 1 to 5 inches, and with a focus diameter of less than 100 microns. i.e. <0.01mm. I have no idea whether that's powerful enough to do laser ablation, but maybe?
Is there such a thing as solder mask which is clear to uv light? Anyone know? If not, then I'm guessing the solder mask would have to be applied very thinly, or else the uv light might not be able to penetrate deeply enough toe cure it all the way. So, for that reason, solder mask which is clear to uv light (even after curing) sounds like it would be the best, at least from a curing point of view. From a laser ablation point of view, I presume you would want just the opposite.
Edit: It turns out optically clear solder mask does exist. OSHPark uses it over their black FR4 substrate to create their "after dark" PCB's. Whether it is also clear to uv, though, I have no idea.
-
Hi all,
I build my CNC, to do PCB, i started from an old project and I add some addiction and I create the electronic with limit switch probe etc..

Here my tutorial to build 3D printed CNC
https://www.mischianti.org/category/tutorial/cyclone-pcb-factory-how-to-build-it/And Here the FlatCAM tutorial
https://www.mischianti.org/category/tutorial/flatcam-complete-tutorial/But my first CNC is in my heart
 It's working, and I create a lot of PCB with that...
It's working, and I create a lot of PCB with that...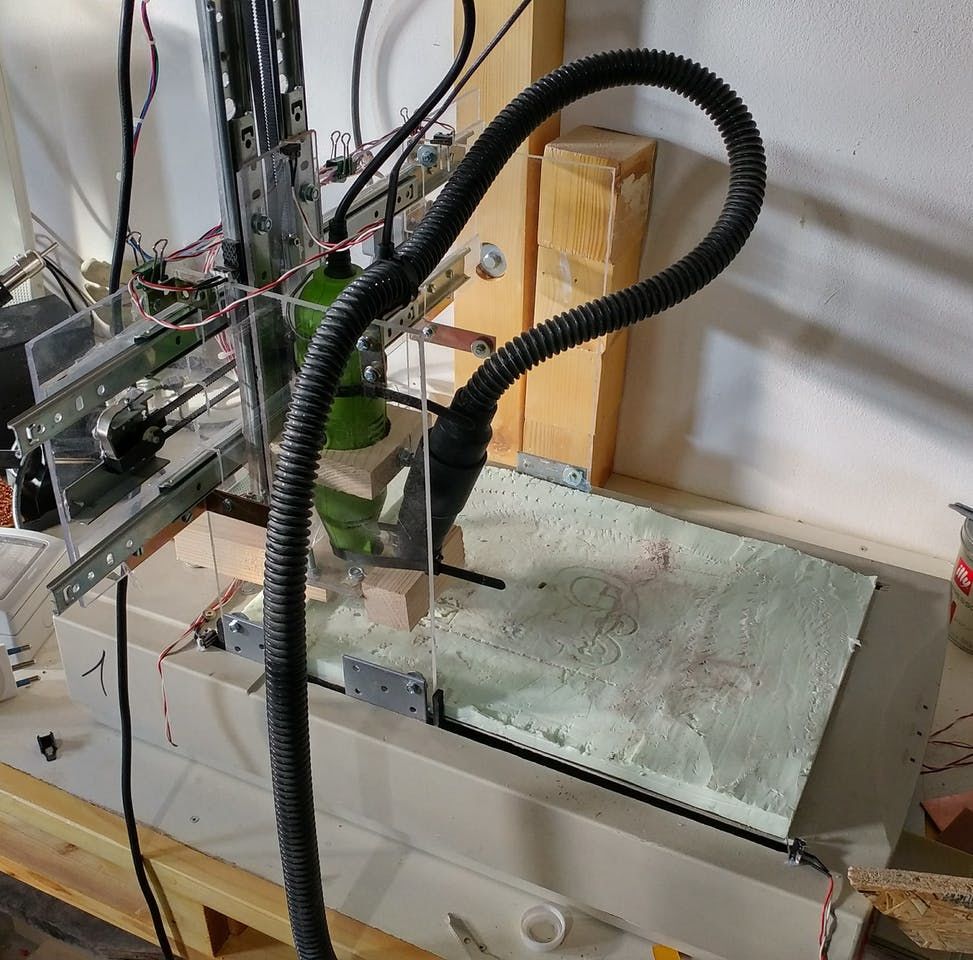
Naturally It's for home use, but I resolved a lot of situation with that.
Bye RM
-
@NeverDie 100 microns = 0.1mm 1m=1,000milimeters=1,000,000micrometers (microns) 1mm=1,000microns
The UV laser solder mask making has some issues:
- for curing with a laser you need a larger spot, imagine a 0.1mm beam scanning a whole 50x50mm pcb, that takes 500 passes to cover the whole board at 0.1mm resolution. A slightly out of focus laser with 0.3mm beam is more likely to get the job done faster and more uniform. To get the best results using cheap kinematics is best to "scan" the board with some margins for acceleration and deceleration, any attempt at vector cutting the shapes results in a lot of positional error due to backlash and slacks in the kinematics of these kind of laser.
- reflections, the stronger the uv the more it will flare and reflect and the reflections will cure adiacent regions, maybe some which should not get cured, a weak laser is preferred, 50mW or even less, to reduce flaring and reflections.
- burning away already cured paint.... I don't really know if it's possible, the UV paint is made to get cured by UV, not burned, you either need a very strong laser or a different wavelength, maybe CO2 laser. I happen to have a CO2 40W laser but never tried to burn already cured solder mask away.
- focusing and perpendicularity, a slightly not perpendicular beam has an oval shape and the vertical/horizontal size is thrown off, also slight height differences in substrate can and will make the focus spot bigger/smaller as the beam is a cone and you intersect it higher or lower.
LE. I would get an EleksMaker 405nm 500mw laser and start from there. https://www.banggood.com/EleksMaker-EL01-500-405nm-500mW-Blue-Violet-Laser-Module-PWM-Modulation-2_54-3P-DIY-Engraver-p-1287791.html?rmmds=search&cur_warehouse=CN
-
I just started with my first UV mask experience.
Following a YouTube video about how to apply the paint. I use a transparent sheet anyway to put the paint on. If I had printed the pads on there before exposing than my only task would have been to rinse it after a minute.
Either way, first test to apply it failed. Better cleaning next time.
So far... I find it difficult to apply the paint. And I find it difficult to expose the paint and then remove it again.
Edit: I have already reached the tenth test. So I am starting to root for the laser. although aligning will be very difficult.
Edit again: Exposing uv paint is problematic. It worked a bit, but I think I will have to experiment with curing times. It is far less forgiving than exposing pcb's. On the other hand... I now understand why they use there mill for this.
I am a bit out of material to put the paint on, and out of patience. The laser will have to come later. I am not so experienced yet using that thing. It takes a bit of time to set it up.
-
@Joerideman said in CNC PCB milling:
I just started with my first UV mask experience.
Following a YouTube video about how to apply the paint. I use a transparent sheet anyway to put the paint on. If I had printed the pads on there before exposing than my only task would have been to rinse it after a minute.
Either way, first test to apply it failed. Better cleaning next time.
So far... I find it difficult to apply the paint. And I find it difficult to expose the paint and then remove it again.
Edit: I have already reached the tenth test. So I am starting to root for the laser. although aligning will be very difficult.
Edit again: Exposing uv paint is problematic. It worked a bit, but I think I will have to experiment with curing times. It is far less forgiving than exposing pcb's. On the other hand... I now understand why they use there mill for this.
I am a bit out of material to put the paint on, and out of patience. The laser will have to come later. I am not so experienced yet using that thing. It takes a bit of time to set it up.
You might want to try a drawdown bar to get a precise, uniform, and repeatable (!) film thickness:

There are different types of coating bars. Some have adjustable heights. They all work on the same principle. You'd have to account for the height of your PCB, instead of the height of paper or a drawdown card, but aside from that it should work the same. They are essentially screeds. You probably want to aim for a thickness above the copper of about 0.5mm. I've seen youtube videos where people try to achieve that by just eyeballing it, but good luck with that.
-
@Renzo-Mischianti Thanks for your post. Looks like you've been quite a busy bee.
Have you had any success with solder mask?
-
@NeverDie for lack of such a roll I have tried another idea I found on YouTube.
I used my laminator to spread out the paint. It gives not that perfect result that you see on factory prints but I was able to expose it for 30s and then a minute of cleaning and then another 2 minutes of exposing.
It is a very solid and well formed layer. Very scratch resistant.
I will have another go on the other side to see if this is repeatable.
Edit:
This is very repeatable. I tried scrubbing with alcohol first but aceton might be a bit better.
The letters are less than 0,4mm wide.
After scrubbing I exposed everything for another 3 minutes and than it seems to be scratch resistant.
So while I have not yet tested laser exposure or laser engraving, I have now tested a potential reliable way of applying the paint.
-
@Joerideman Looks promising.
What is it that you put down on top of the solder mask before putting it into the laminator? I guess some kind of acetate with a black uv mask printed on it?
How many passes through the laminator?
-
@NeverDie said in CNC PCB milling:
You probably want to aim for a thickness above the copper of about 0.5mm
Correction: I should have said 0.5 mils.
That's according to altium: https://resources.altium.com/p/how-choose-correct-solder-mask-your-pcb#:~:text=The typical solder mask thickness,solder mask over your traces.
However, I'm not sure if they're referring to wet film thickness or dry film thickness. I guess with uv cured paint it maybe would be the same either way?
-
You know I was just considering if it was worth it to film the process. But I think this will be a bit to much work. I will have to at least clear my desk for it to be presentable :-).
I but the PCB in a polypropylene A4 sized folder. It is thin material and the paint does not really want to stick on it.
The transparent sheets I use for printing the design on are made for inkjet printers. The paint sticks very well to this so the Polypropylene is very important.
Than only once I let it go trough the laminator. I have to make sure that it actually goes through it does not really want to on it's own.
-
@Joerideman So, I presume the uv mask with your printing and artwork goes on top of the polypropylene folder cover? If so, maybe that accounts for the little bit of the fuzziness.
I found a drawdown bar for the prescribed 0.5 mil thickness, but it's not cheap:
https://www.byk-instruments.com/us/en/Physical-Properties/Paint-Application/Manual-Film-Applicators/Bird-Type-Film-Applicators/Single-Bar-6"%2C-0-5-mils/p/5561
Maybe there's something cheaper from China.If your PCB had enough margin on it, then the drawdown bar could index the 0.5 mil height directly to the PCB, which might be the easiest for this type of screeding.
-
@NeverDie
Ah yes the artwork comes on top of that.I measured the paint thickness with a topcraft caliper. It shows 0,05mm or around 2 mils.
Even if you do manage to get that perfect layer thickness. There might still be the problem of the paint sticking to the artwork more than to the PCB.
This might be different though if the layer is thinner.
I think I can live with how fuzzy it is.
https://youtu.be/T56wuO43lW4
The linked video shows how to make a rod.
-
Yeah, the fuzziness isn't bad at all.
@Joerideman said in CNC PCB milling:
https://youtu.be/T56wuO43lW4
The linked video shows how to make a rod.Thanks for the link. Interesting. Hadn't heard of this technique before. I would have thought that the wire would create artifacts.
All the drawdown bars I'm familiar with are completely smooth. No wires.
-
@Joerideman said in CNC PCB milling:
I measured the paint thickness with a topcraft caliper. It shows 0,05mm or around 20 mils.
By my rekoning, 0.05mm equals about 2 mils, not 20, since 1 mil = 0.001" by definition. Given how you got there, that's pretty close to the target! Did it cure all the way through? Maybe the 0.5mil spec quoted by Altium is just a minimum value.
It looks as though PCB fabs may actually spray it on:

https://www.eurocircuits.com/sm-solder-mask/
and so they spray it on thicker if the copper laminate is thicker. On top of that, being an industrial process they're probably tuned to spray on the least amount that will still get the job done (to save material cost), so I'm not sure how much we can extrapolate from their metrics.Without other references, but recognizing their profit motive, I'm inclined to take their 0.5 mil as a minimum thickness. The question then is: what can be the maximum thickness and have it still work out well? i.e. still cure all the way through. If the troughs were deep enough, maybe you wouldn't even need a solder paste template: perhaps you could just squeegee on the solder paste to fill the voids left in the solder mask and squeege off the rest? Since with our process we're screeding it on rather than spraying it on, maybe that's an option we have that the professional fabs can't match. If it were possible, it would be a nice two-for-one bonus: solder mask and solder paste template all-in-one!
Edit: As another datapoint, dynamask comes in a 3mil and 4 mil thickness. In their case, though, it says they use a polyethelene release film instead of the polypropylene you're having good luck with:
Dynamask 5000 series film is a transparent, high gloss forest green material which is supplied in
thicknesses of 75 microns (3mils) and 100 microns (4 mils) the film is supplied in several widths and a roll
length of 100 mtrs.
Like most other dry film products the photopolymer is sandwiched between a 25 micron(1.0mil) polyester
support sheet and a 25 micron (1mil) polyethylene release sheet..
https://www.ebay.com/itm/Dry-film-solder-Dynamsk-5000-0-3m-x-1m-/282595757649I ordered some dynamask yesterday just to give it a try, but it will take 2 or 3 weeks to get here.
Lots of interesting recommendations in their instructions. Definitely worth a read. For instance, it looks as though they recommend the copper should be cleaned with hydrochloric acid, and then they want you to scratch it up with pumice. so that the scratches score to a depth of 2 to 4 microns. I presume the aim is to clear away corrosion and to give the dynamask something to key into and help it stick. Maybe the same would also help with getting the Mechanics uv paint to stick to the copper in preference to whatever release sheet is being used, so that it's less likely to peel off with the release sheet. Assuming the mask is fully cured, then if it's a tug-of-war, the stronger bond wins.
They also recommend vacuum lamination over rolled lamination to avoid air bubbles. Of course, they're stating an ideal. Maybe putting it into a vacuum chamber for a while before roller laminating it would be a compromise. Or maybe I should sell my vacuum chamber and use the money to buy a vacuum laminator from aliexpress. On first look there are quite a few which aren't super expensive, although they're still multiples of what a cheap hot roller laminator would cost. @Joerideman It's hard to tell from your photos: did you find that air bubbles were a problem at all using the Mechanics uv solder mask paint?
Edit: Inspired by @Joerideman I ordered a couple different polypropylene sleeves:
https://smile.amazon.com/gp/product/B083LN26WD/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1
which advertise being "non-stick"and some much thicker:
https://smile.amazon.com/gp/product/B07C28PPL6/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1Unfortunately, they aren't due to arrive until Monday.
Meanwhile I'll try to figure out if there are any easily available abrasives or grits that are the equal of the "3F brush pumice" recommended by dynamask for scratching up a PCB's copper.
Edit: looks as though 2000-3000 grit sand paper would be roughly equivalent. Due to the unfortunate way grits are defined (where 20% of the particles can be larger than the nominal grit size), it's probably better to start with 3000 or 2500 grit. Maybe better would be to use something like 3M Trizact, where the abrassive particles are of a more uniform size.
-
In my experiments the best results I got were using a rubber roller with a handle, the film is 0.1-0.2mm thick but that is no problem for the home made led uv exposure box to cure. Here is something similar, unfortunetly mine got lost a while ago when moving out.

I clean the boards after milling with some Scotch Brite metal sponge and the abrasive part of a dish washing Scotch Brite sponge, this also removes the small burs along milled traces. Wash with some IPA in the end and the paint gets good adhesion to the board.The hurdles of getting the uv mask aligned, printed dark enough (damn these new eco printers) makes me want to build a laser for doing this kind of curing. I've just saw a great video of a UV laser using a spinning mirror from a printer, that would make the scanning of the board so much faster.
Making PCBs with LDGraphy – 02:26
— Henner Zeller
-
@executivul Do you put down something over the paint (such as plastic, for instance) before rolling over it, or do you roll directly over the wet paint with the roller itself?
-
@NeverDie I put a piece of clear "document wrap foil"

-
It makes sense. AFAIK, the uv solder mask paint isn't benefited from the laminator heat, just the uniform squeezing from the rollers.
-
The stack goes like this:
-glass
-normal printer paper made transparent to UV light (https://www.amazon.co.uk/Kontakt-chemie-Transparent-21-Spray-200ml/dp/B00ID6KY4K)
-toner (the image is mirrored and placed toner face down)
-transparent film from "document wraps"
-UV solder mask paint
-pcb
-glassThe top and bottom glass pieces are held tight by some binder clips.
-
That's an interesting spray. I'll have to do some hunting to see if I can find a US distributor for that.
-
@NeverDie or just try some canola oil spilled on normal laser printer paper
-
@executivul
Is it better to use that spray with regular printer paper than just printing to a transparency?
-
@NeverDie My printer has a problem with transparencies (jams) and also the high cost for transparencies made me go the paper route, if the toner is facing down the distance is the same as when using transparency printed artwork, also the paper "softens" the uv led light and makes it more uniform I guess.
-
I use the same kind of plastic folder. They are dirt cheap. And yesterday I used the same one twice.
@NeverDie it was late in the night already. I meant 2 mils :-).
Yes the laminator is only rolling, there is no heat involved.
-
Note sure if it's overkill or actually a good idea, but it looks as though so-called "cold" laminators exist, where you can adjust the pressure:
https://www.amazon.com/dp/B07Z4VSTZC/ref=sspa_dk_detail_1?psc=1&spLa=ZW5jcnlwdGVkUXVhbGlmaWVyPUEzUTk5WjRINjJVWTRDJmVuY3J5cHRlZElkPUEwNDE5MTk5MUpSUE1QTzQ3UEkzRyZlbmNyeXB0ZWRBZElkPUEwMzk5OTIxMjY5NUkyQkI2SFVLQyZ3aWRnZXROYW1lPXNwX2RldGFpbDImYWN0aW9uPWNsaWNrUmVkaXJlY3QmZG9Ob3RMb2dDbGljaz10cnVl
You could dial in a uniform pressure.
-
@NeverDie for $99.99 I would roll the s#it out of it with my hand roll, heck I would even step on it with my pressure controlled 200 lbs weight in pink slippers.
-
@NeverDie you might as well buy those specialized springloaded engraving bits from Wegstr. If you are willing to invest this money.
These hot/cold laminators cost 15 euro here.
-
I'll try it both ways. I've already own roughly the same kind of roller as executivul, so I'll try that first. My wife has a laminator that takes 20 minutes to warm up, so I could pass it through that before it gets hot.
I was leaning toward the screed approach, but not sure if would still work well if there's going to be artwork placed on top. Meh, maybe just flatten it in a press. That would do it for sure (well, if the plates are parallel that is).
-
@NeverDie oh btw, I have not seen air bubbles.
-
I just now stumbled across this, which is actually kinda interesting:
How To Make Your Own Screens For Screen Printing – 03:36
— Create & Craft TVBasically it shows that with very little time or effort you can create a print screen. If you were to create a print screen for solder mask, you could squeegee the solder mask through the print screen onto the PCB and the solder mask paint would be printed just exactly where you wanted it to be and nowhere else. Then all you would have to do is UV cure it, and you'd be done.
To illustrate, here's a video of what looks like wretchedly impoverished people making PCB's, but it illustrates print screening of solder mask:
Best pcb green masking from screen printing process by DSP Enterprises – 01:34
— Deepak Kumar(Prior to this scene, the same poor souls used the same screen print method to lay down the copper mask. They then etched the copper, which led directly to this scene). The quality seems consistent with a lot of the cheap boards one might come across on aliexpress.
It also opens the door to the possibility of having real "silk screen" printing of artwork onto the final PCB as well. which so far I haven't seen any other discussion regarding how to do.
In terms of cost, it's more expensive than the techniques we've so far been discussing, but the cosumables are less costly than, say, sending off to JLPCB with rapid DHL return shipping, and you obviously get the results far faster than JLPCB would ever be able to deliver them to your doorstep. Plus, for small PCB's it seems likely that you could cut down the fabric to only the amount needed, and thus the material costs could be stretched out over possibly many different design iterations.
-
"Houston, we have closed the loop."
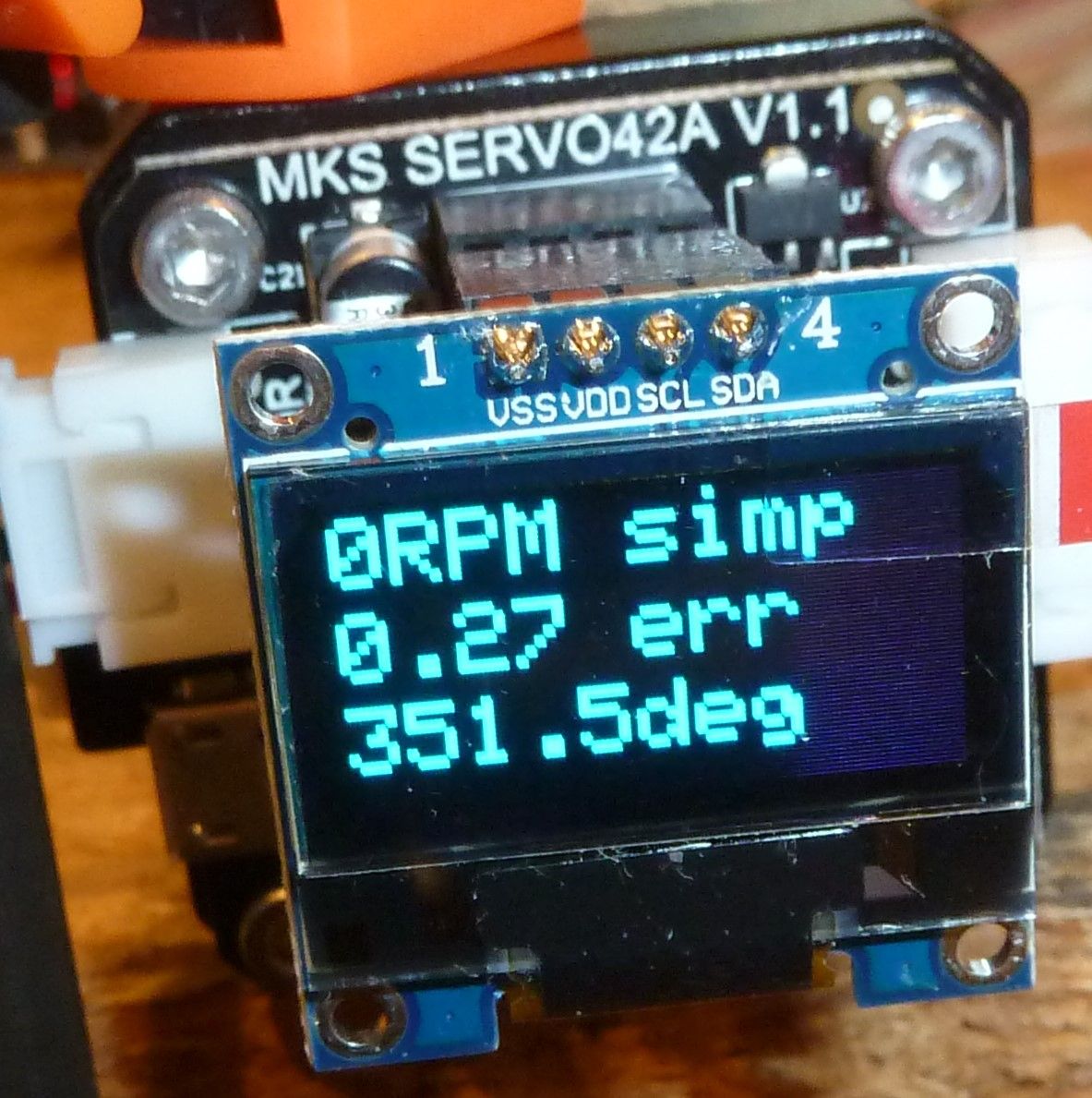
It's up and running. In 256 step mode, it is barely even audible.
However, given that, for a closed loop system the picture seems to represent a anomaly. Can you guess what it is? After jogging the motor around a bit, I stopped and let the stepper idle at what it thinks should be 351.5deg, based on the steps that I sent to it, but which the encoder measures as being 0.27 degree different than that. Well, we know that a full step would be 1.8 degrees, so if it is truly microstepping at 256 ,that means that each microstep should be able to advance the motor by 1.8/256=0.007 degree. Right? So, here's the rub: if the motor is idling, why hasn't it corrected, or at least significantly reduced, the 0.27 degree error? 0.007 degree is much less than 0.27 degree, so it should have adjusted the stepper's true position to be much closer to what its theoretical position should be. Yet, it isn't. Why not?
Well, maybe it can't actually do 256 microsteps. Maybe it can do only 128. That would mean that it should be able to make each microstep be 0.14 degree. Right? But, if that were true, then being closed loop it again should have moved the stepper to bring it closer to what it should be. But it didn't.
So, here's my theory: it's can't actually do 128 microsteps either. Maybe the most it can do is 64 microsteps. In that case, each microstep would be 0.28 degree. Right? But the error is 0.27 degree, which is less than 0.28 degree. Maybe that's where their algorithm gives up and stops. However, if it were me writing the code, I would have made it so that it moves one microstep closer to where it should be, even if that means overshooting by 0.01 degree. That's because being off by 0.01 degree is better than being off by 0.27 degree. But it didn't do that.
However, if we assume that whoever wrote the code actually did the best job that could be done at closing the loop in this scenario, then the obvious conclusion is that this stepper driver can actually do at most 32 microstepping and nothing more. Why? Because in that case each microstep would be 0.56 degree, and so trying to close the loop by moving the stepper one microstep toward the position it ideally should have would mean overshooting by an amount greater than 0.27 degree, and so it's actually better to do nothing in this particular situation.
But if that's the case, why advertise it to have more microstepping than what it's actually capable of?
Anyhow, that's as far as I've gotten with it so far. I guess the next step will be to open up a terminal window to view its output over the usb connection. Perhaps that will shed more light on the mystery.
Edit: Whooops. 1.8 degree divided by 32 is 0.056, not 0.56, so my calculations above are off. Well, I'm heading off to bed right now, so I'll look into that discrepancy tomorrow. Meanwhile, if anyone has thoughts on the 0.27 degree anomaly, feel free to post.
That's it for today. Signing off.


-
@NeverDie The UV laminator just gave me the craziest idea: Why don't we take a normal laminator, remove the heating coils and add a strip of UV leds to it??? The expected result: perfect pressing of the artwork to the board and curing at the same time, speed it travels through sets the hardening level. I can get rid of all those glass panels and stuff.
I'm going out hunting for a cheap laminator
-
@executivul good luck.
I noticed that I really have to hold the board and the plastic together, otherwise the rolls will pull the foil off the board.
So that might make aligning the artwork a bit difficult. Perhaps some form of holder for the PCB could prevent the shifting.
-
@executivul said in CNC PCB milling:
@NeverDie The UV laminator just gave me the craziest idea: Why don't we take a normal laminator, remove the heating coils and add a strip of UV leds to it??? The expected result: perfect pressing of the artwork to the board and curing at the same time, speed it travels through sets the hardening level. I can get rid of all those glass panels and stuff.
@executivul I like how you think. That's a great idea!
-
@Joerideman said in CNC PCB milling:
@executivul good luck.
I noticed that I really have to hold the board and the plastic together, otherwise the rolls will pull the foil off the board.
So that might make aligning the artwork a bit difficult. Perhaps some form of holder for the PCB could prevent the shifting.
The margin on the MYOS looks pretty big toward the top and bottom. My guess is it's there, at least in part, for the reason you mentioned.
Also, that cold laminator I posted earlier that you guys pooh-poo'hd had a feature that maybe your particular hot laminator lacks, which is adjustable pressure. You could potentially run it through more than once, and crank up the pressure with each pass. Probably some hot laminators have this type of feature.
