CNC PCB milling
-
@dbemowsk I haven't been very consistent, but I'd say roughly 7/8 inch.
-
@neverdie Actually, I am working on my Z axis and am trying to gauge how long I should have my rods. They are currently 8.25 in (209.55 mm). Wondering if there would be any benefit to leaving them that long or shortening them up some more.
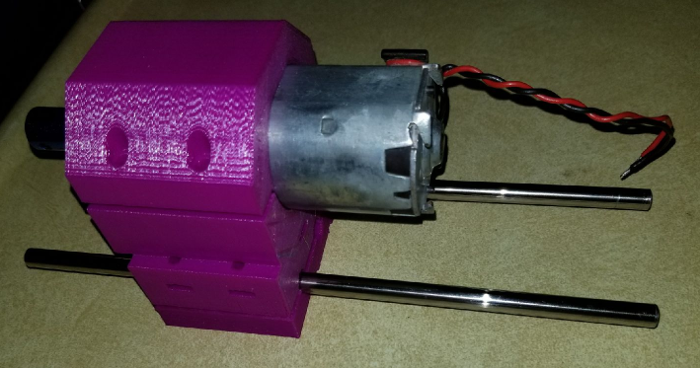
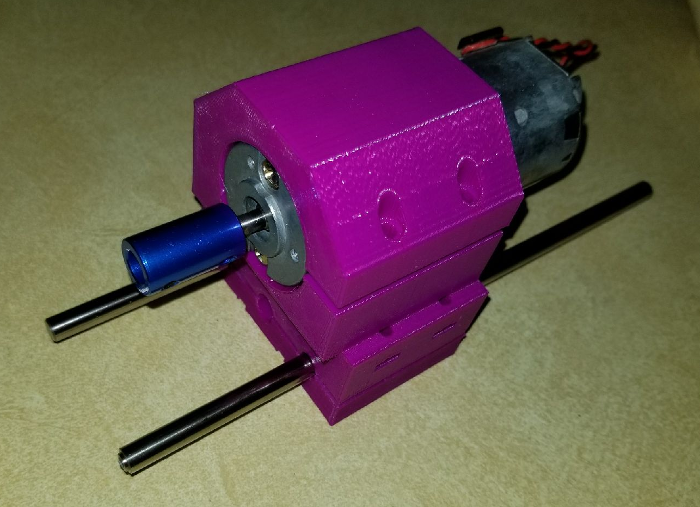
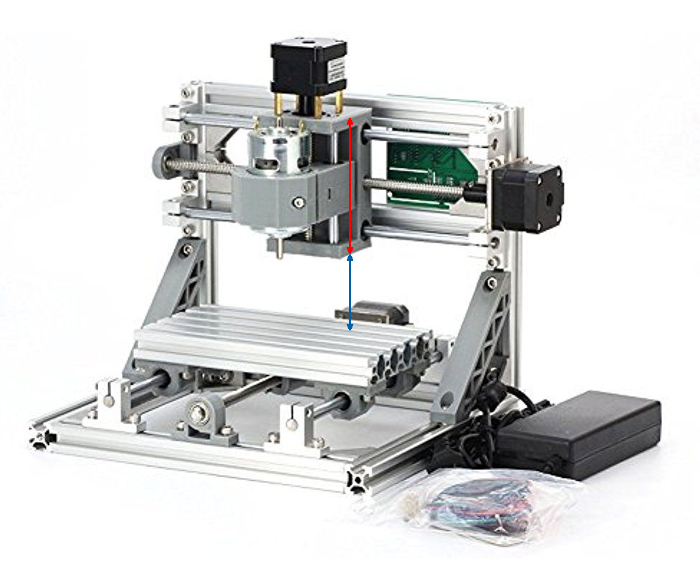
This is the spindle frame as I have it designed so far. The blue piece on the motor shaft is just one of the couplers that I bought for the steppers to connect the threaded rods. It is just for looks until I get the chuck.
-
@dbemowsk said in CNC PCB milling:
@neverdie Actually, I am working on my Z axis and am trying to gauge how long I should have my rods. They are currently 8.25 in (209.55 mm). Wondering if there would be any benefit to leaving them that long or shortening them up some more.
In that case, what matters is whether you can raise the spindle high enough on the z-axis to remove the used bit and insert the next one. I wish my z-axis had a bit more height on it. Sometimes I have to move the spindle away from the workpiece in order to get enough clearance for a tool change. I suppose it doesn't help that I'm using a 3/4" waste board.
")
-
@neverdie said in CNC PCB milling:
I suppose it doesn't help that I'm using a 3/4" waste board.
Do you need 3/4"? Wouldn't 1/4" or 1/2" work? Do you drill in that far?
-
@dbemowsk 1/2" is probably ideal for my particular setup. 3/4" is simply what I tried first. 1/4" might work, but with less margin for error.
-
@dbemowsk Shouldn't you have some linear ball bearings gripping those z-axis rods?
-
Here is the above PCB after assembly:
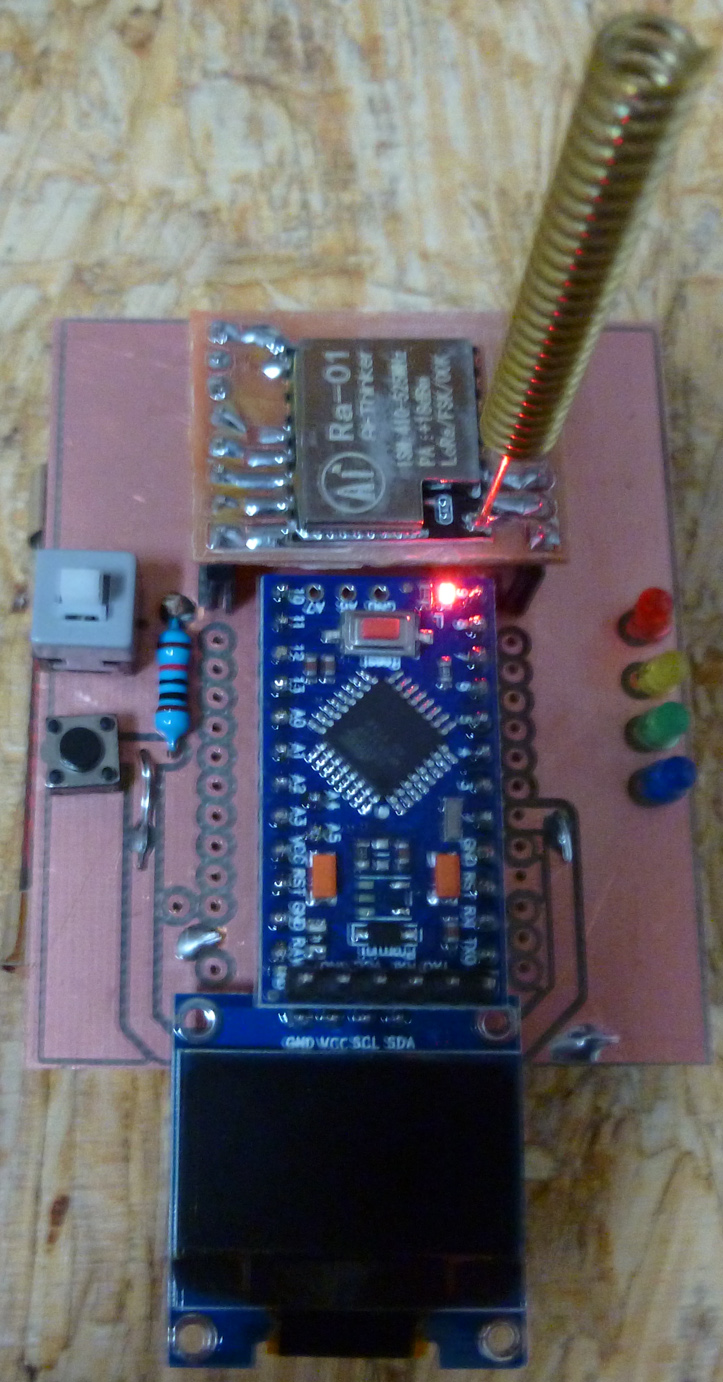
As you can see, it offers more potential functionality than the earlier version. It still has a buzzer, which is now mounted underneath the pro mini.
-
@neverdie FOr starters I am trying 3D printed rod bearings. I';ll see how that goes. The beauty of designing this myself is that I can alter the design whenever I want.
-
@neverdie Di the relocation of the buzzer increase audibility as you were seeking?
-
@dbemowsk said in CNC PCB milling:
I am trying 3D printed rod bearings
What are those? Is it like this?
or this?

-
@neverdie
 mine are similar 3D printed ones
mine are similar 3D printed ones
-
@dbemowsk what kind of material?
-
@neverdie I just printed them in PLA and they seem to slide pretty smoothly on the rods, but someone told me that printing them in nylon is better.
-
@dbemowsk said in CNC PCB milling:
printing them in nylon is better.
It would seem so: http://www.craftechind.com/top-5-materials-for-plastic-bearings-used-on-metal-surfaces/
If you had a multi-filament printer, I wonder if you could print the nylon bearing within another plastic piece (e.g. the part that holds the spindle to the z-axis)? That would would be pretty cool and would also save assembly time.
-
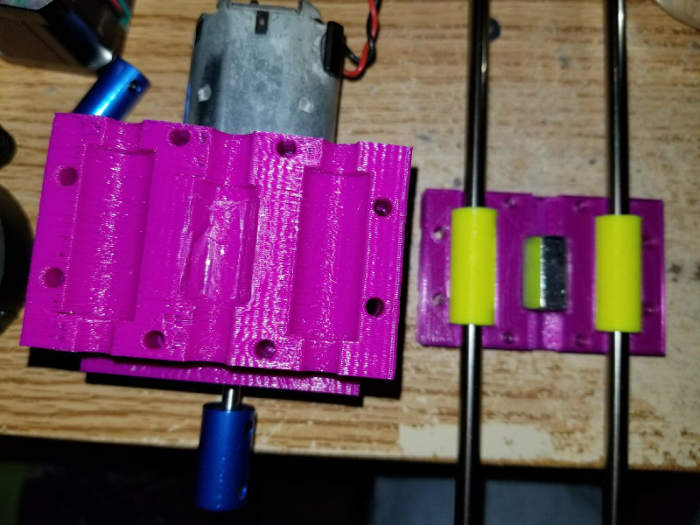
@neverdie the way i have it designed, the printed bearings get sandwiched by a rear plate that holds the bearings and coupler nut that goes on the threaded rod to drive the assembly up and down.
-
I wasn't home before to get a pic, but here is the layout.
-
Anyone tried Trinamic drivers, such as the TMC2130? They seem to produce superior 3D prints, and so I would guess they would yield some improvement for CNC as well.
So far I've only found two boards that appear to be made for them, a ramps and a rumba:
https://www.aliexpress.com/item/MKS-Gen-V1-4-control-board-5PCS-TMC2130-V1-0-And-Heatsink-stepper-motor-compatible-with/32836389832.html?spm=2114.search0204.3.2.3e5a8105IWdaWH&ws_ab_test=searchweb0_0,searchweb201602_5_10152_5711320_10151_10065_10344_10068_10130_10324_10342_10547_10325_10343_10546_10340_10548_10341_10545_10084_10083_10618_10630_10307_5711220_5722320_10313_10059_10534_100031_10103_10627_10626_10624_10623_10622_10621_10620_10142,searchweb201603_2,ppcSwitch_5_ppcChannel&algo_expid=875aa997-05fe-4eda-9d76-0aaefcaeff83-0&algo_pvid=875aa997-05fe-4eda-9d76-0aaefcaeff83&priceBeautifyAB=0I have no experience with either board, so I don't know if either would be desirable.
The pinout of the TMC2130 is different than the A4988 driver currently used in my Woodpecker. However, I could perhaps make an adapter board to re-route the pins so as to be compatible. In that case, maybe I could plug them into my Woodpecker board. A video by Sanladerer seems to imply that might actually work:
How to make your 3D printer smart and silent with the TMC2130! – 17:02
— Made with Layers (Thomas Sanladerer)Note: from what I've read, the v1.1 TMC2130 modules are much better for adapting than the v1.0 modules.
-
I'm unsure what kind of firmware runs on the Woodpecker board, so I have doubts whether it could exploit the Trinamic features. Anyone here know?
So.... I'm looking at a Smoothieboard as perhaps one possibility, although I'm not sure yet as to whether Chillipepr will talkto it.
https://www.panucatt.com/azteeg_X5_mini_reprap_3d_printer_controller_p/ax5mini.htm
-
Are you looking at this for a 3D printer or for your CNC? If you are looking at it for a 3D printer, have you looked at the RAMPS 1.4 boards? I like their modular design over a fully integrated board for the simple fact that if a part dies, you are only replacing the one part and not an entire board. This make repairs cheaper if something goes wrong.
-
@NeverDie I have one more question of measurements on your CNC. If you look at the pic, can you tell me the measurements of the red and blue arrows on your machine? I have some idea of how tall I want my bracket for the red arrow area, but you were mentioning that you wish you had more travel in that area and I am curious if I have enough room.
-
@dbemowsk
red: 100mm
blue: 53mm
-
Perhaps slightly off topic but I wanted to share very interesting youtube channel of FRANK from Germany link text who's been working on a PCB pick and place module along with a CNC tool changer in the video above.
Very inginious, and clever work if you've not come accross his videos and work yet.!
-
@rfm69 said in CNC PCB milling:
PCB pick and place module along with a CNC tool changer in the video above.
Imho, it's certainly a fun project.. but I think you can go faster by hand
Only a thousands more expensive machine will be faster for assembling, and they are more precise, have a lot more features (cam driven features, more feeders etc.).Pick And Place is not plug and play at all
") there is lot of calibration, preparation. So it's useful and save time, only if you plan volume production. This is why there is often fees when you ask for a pcba, they spend time for calibrating each new board, parts in database etc.
there is lot of calibration, preparation. So it's useful and save time, only if you plan volume production. This is why there is often fees when you ask for a pcba, they spend time for calibrating each new board, parts in database etc.There are multiple different diy pnp, most of them are slow, not enough precise for <0402 etc..
If it's for 0603 size with some dfn, low volume, you don't need this kind of investments I think.. but if you want to tinker it's fun I imagine.For example, if I remember well, someone said he can assemble an easypcb in 30mn, trhough hole. Good but that's the time I need to get assembled&soldered one of my compact smd multisensors boards, no PNP, no handsoldering..
PNP is just for placing, it won't fix test, soldering shorts etc, that still need some agilityNo need of a solder paster dispenser, I use stencils. I like freedom for placing parts, but you can also build a simple manual pick&place in case you shake when placing (no shaking here). With a good magnifier, easy! (I have a big one like dentists, + another one with a cam). Finally, the reflow oven cook it. When I need a repair/reflow -> flux + hot air or fine solder tip. Well organized, you're faster like that. Not the same, if you want to assemble 50 boards, agreed.
So, I've no real xp on PNP, but I'm not new at assembling smd boards. Saying this because I already digged in forums, diy builds, reviews, as I need to invest in a cnc router, and PNP this year. and I'm lucky I can talk with local professionals.. I always "try" to get a good ratio between the need/time/ROI . I'll build the cnc router, but I'll buy the PNP. there are a few interesting but it's still a few thousands dollars.
-
@rfm69 Thanks! I've already learned something potentially very useful: instead of doing his etching with an etching bit, he uses a V spiral endmill 30 degrees. Unfortunately, he didn't say the diameter.

Interestingly, he didn't even bother with autoleveling.
How to mill a PCB with Chilipeppr s01e02 – 05:34
— Frank Herrmann
-
@rfm69 Yes, a tool changer would be very nice to have.
-
@neverdie said in CNC PCB milling:
Interestingly, he didn't even bother with autoleveling
Are you sure? What's happening from 3:25 then?
-
@yveaux said in CNC PCB milling:
@neverdie said in CNC PCB milling:
Interestingly, he didn't even bother with autoleveling
Are you sure? What's happening from 3:25 then?
You're right. I guess he edited most of it out, or else he did just a partial.
-
Looks as though StepCraft makes a tool changer that you can buy:
Cool Feature! - STEPCRAFT Automatic Tool Changer's Auto Tool Touch Off – 04:29
— Stepcraft Inc
-
@scalz Agreed... the P&P is beyond my knowledge level, but what I found fascinating in what and how he was doing the project to make something himself, how he evolved the project was very interesting.
He's got something similar for a tool changer on a 3d printer which is very nicely designed... along with the software and controllers.
-
@neverdie I saw this stepcraft automatic tool changer, its nice, but the design aproach of Franks is really novel, and way cheapper, simple ingenious. But my skill level is much lower, so I could be wrong
-
@rfm69 Does he describe in detail somewhere how to make one? I mean, I get the concept, but he did a lot of work on both the hardware and the software to make it functional.
-
@neverdie you mean the tool changer, yes he has a blog and git pages where he shares. Its neccessary to speed control with current limiting breaking the spindle, which he's done via cheap ebay motor controller and arduino. Same goes for the spindle locking mechanism powered by a servo. and the CNC software..
Heres the git link text
Heres the blog link text
Its not step by step, perhaps he'll get their but I know he'll be happy if people copy, or chime in :), or add
-
I noticed that Frank is apparently using carbon fiber tubing on his 3D printer. It turns out that carbon fiber tubing is an easy upgrade, if what you have already is aluminum rod:
New 3D Printer - Build Log #16 – 19:14
— Tech2CHowever, its Young's modulus appears to be about 10% less than steel, which I interpret to mean that it is a bit less rigid than steel (cf https://www.christinedemerchant.com/youngmodulus.html).
For the printer in the video that I linked, I can see how reduced weight may be worth the tradeoff.
However, since weight isn't really much of a factor in the 2418 CNC, I think it makes sense to stick with hardened steel rods.
Am I missing something? Opinions?
-
@andrew Hy my name is Ferenc please help me.
i update the grbl cnc 2418 firmware but dont read settings.
From where I can download it and how I can write it ?
My machine does not function properly now unfortunately. Please help thank you.
-
I'm noticing that the tips on 0.1mm etching bits last well enough if the PCB substrate if bakelite, but not very long at all if it's FR4. 0.2mm bit tips on FR4 seems to last much better.
-
@neverdie I'm gathering parts to make the same 3d printer with the carbon rods. I understood the weight reduction on the moving parts with carbon rods was the reason to go for them. And with the light 3d printer head that model can print much faster because of the stability and lightness. Which perhaps dosn't apply for the 2418 cnc ?
-
@neverdie Wall thickness as well as the material characteristics determine tube stiffness, comparison on the modulus alone is misleading.
As well as carrying the load, the section must also support it's own weight, one aspect where carbon fibre will out-perform steel.
-
What's the best way to check the RPM on my spindle? From looking at similar spindles on-line, I think it might be as low as 6000RPM at 24v.
So.... if I upgraded to a spindle that could go, say, 12000RPM, could I simply increase my feedrate by 2x and be done twice as fast?
-
@zboblamont said in CNC PCB milling:
@neverdie Wall thickness as well as the material characteristics determine tube stiffness, comparison on the modulus alone is misleading.
Granted. What's a better way to compare them based on the available info?
-
@neverdie Bluntly no idea whatsoever, I was merely highlighting the incorrect interpretation.
There is no magic bullet, that's why engineers are still in business, the analysis can be complex.
Were I looking at such a project it would to the lightest and stiffest complex alloy extrusions I would be focusing attention, and figuring out how best to combine them in a frame with minimal deformation.
Complex alloy extrusions are cheap sections with known quantified parameters and constraints, composites are relatively new, and their interconnections are less well understood than with conventional materials. unless you work for Lotus or Ferrari...
-
@NeverDie -- the motors used in 1610 CNC mills are generally what are called a "775 Motor". You might be able to find other specs, but the ones I've found suggest that at 24V and no load , they claim 7kRPM -- http://linksprite.com/wiki/index.php5?title=File:Motor_performance_parameter.png; I'm not sure how much slower we could expect it to be while milling. As far as actually measuring this, there are devices you could buy, but you could pretty easily fabricobble your way to an answer if you wanted to make a project out of it: http://www.instructables.com/id/Measure-RPM-DIY-Portable-Digital-Tachometer/.
I have the same mill as you, and swapped for one of these https://www.amazon.com/gp/product/B074FVKRZM/ and have had much better results so far.
-
@adam-coddington said in CNC PCB milling:
and have had much better results so far.
Any less vibration also?
-
I actually haven't had much trouble with vibration, so I can't really speak to that. The problems I've had have mostly been around runout, occasional arcing in the old spindle causing enough EMI to reset the microcontroller, Z-Axis backlash, the super-slow milling speeds necessary when spinning at such a low RPM, copper flakes everywhere, etc. Having the faster (and, maybe unfortunately, heavier) brushless spindle has been great for all of those things.
I happened to notice you looking into tool changers; if you're using bCNC, you might not have noticed the tool change workflow -- it's actually pretty elegant and will automatically re-zero your Z-Axis. It does require having a limit switch on at least the top of that axis, though. I used to hate tool changes given how tedious they were, but now they're pretty effortless.
-
Seems like most DC CNC spindles can do no more than 12,000RPM (if that). Which leads me to wonder: would replacing a spindle with a dremel be advisable? A dremel has an adjustable range of 5,000 to 35,000RPM.
Anyone tried this? Any downsides?
[Edit: I see that a number of the AC powered spindles can go as high as 24,000RPM. e.g.: https://www.aliexpress.com/item/1-5kw-Air-Cooled-Motor-cnc-Spindle-Motor-Spindle-110v-220v-ER11-CNC-Square-Milling-Machine/32850346694.html?spm=2114.search0104.3.53.6e8c5be0Uqy1Fs&ws_ab_test=searchweb0_0,searchweb201602_5_10152_5711320_10151_10065_10344_10068_10130_10324_10342_10547_10325_10343_10546_10340_10548_10341_10545_10084_10083_10618_10307_5711220_5722420_10313_10059_10534_100031_10103_10627_10626_10624_10623_10622_10621_10620,searchweb201603_25,ppcSwitch_5&algo_expid=42fb944e-06c3-4821-8a8b-3b49200ec2fd-8&algo_pvid=42fb944e-06c3-4821-8a8b-3b49200ec2fd&transAbTest=ae803_3&priceBeautifyAB=0
That sure would be interesting!
-
I suppose another factor worth considering is audible noise. Here's one that claims to be relatively quiet:
https://www.inventables.com/technologies/quiet-cut-spindleQuiet Cut Spindle Upgrade for the Shapeoko 2 (#28) – 09:15
— Winston MoyIt only goes to 12,000RPM, but I may be willing to trade speed for quiet. I can only assume that the 60000RPM unit isn't very quiet. Not at all sure how the brushless motor would compare. Possibly quieter?
-
I upgraded my CNC LoRa remote monitor into a more universal remote control by making it more compact and giving it 14 buttons:
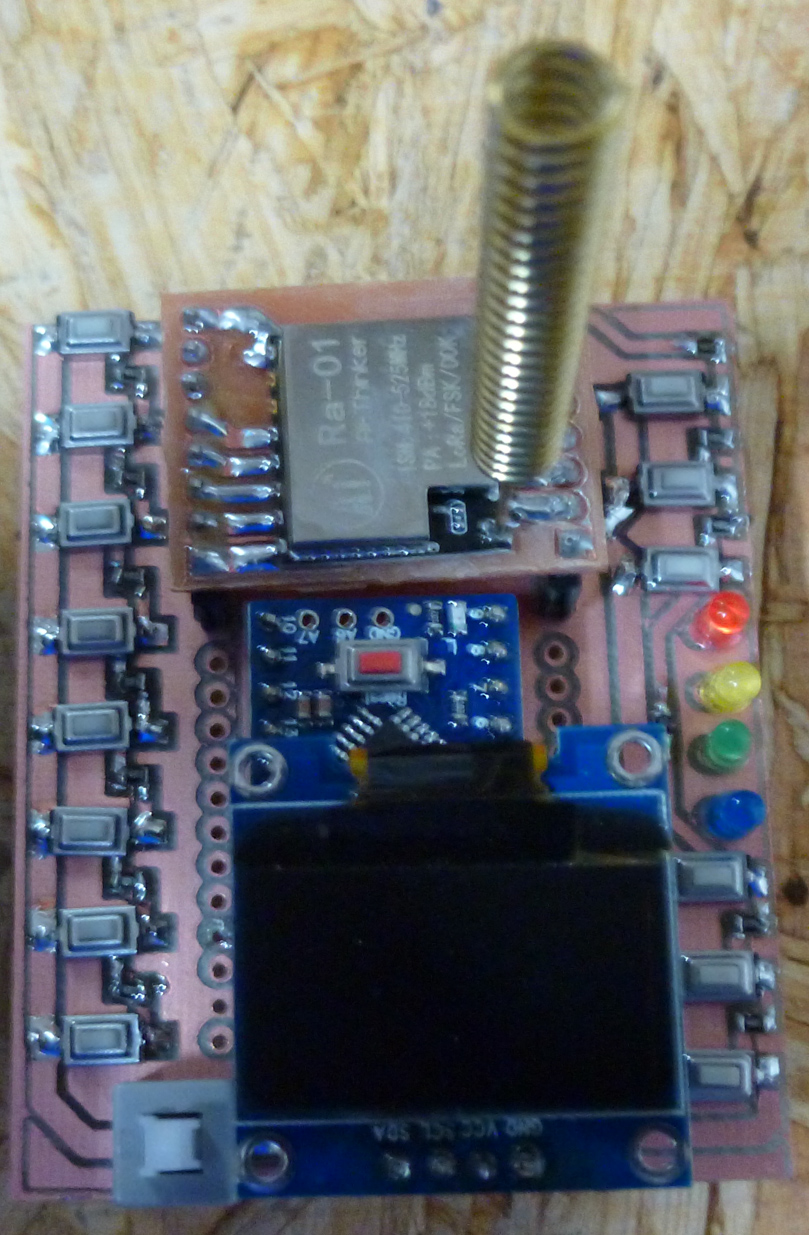
It turns out I can count the number of auto-leveling probes performed, in real time, because the total CNC current briefly drops to almost zero each time the probe makes contact with the PCB. Thus, this gives me a way of tracking auto-leveling progress remotely.
-
I went ahead and ordered this spindle upgrade, which looks as though it may be the same (?) as the Quiet Cut spindle.
https://www.aliexpress.com/item/BEST-300W-Mini-Spindle-motor-DC12-48V-ER11-12000rpm-Engraving-milling-grind-air-cooling-spindle-motor/32799767627.html?spm=a2g0s.13010208.99999999.262.sgcb5Q
-
I'm also looking for a good spindle so thanks for the links and comments.
Thought I'd share this link text. Its the 30A High Power Single way H-bridge DC Motor Driver Module. That "Frank From Germany" found and is using as part of his tool changing, along with a current sensor so he can brake, reverse and control speed on his tool changer, via arduino, to make it all work.
-
@coddingtonbear What materials are you milling ?
I want to get a spindle for mostly wood, just hobby, but don't want to go too cheap, and face buying over when I realize its just not > W
-
Just found a more powerful one...
@rfm69 link textSo could this or the 30A version, power an 800w DC 0-48V motor ?
-
800/48=16.7amp. Therefore, at least in terms of amps alone, the first (cheaper) one you posted should easily be sufficient, if you're running it just full-on or full-off.
-
@neverdie Thanks thats what I thought, but I'm confused about the voltage range of some of the spindles. They use variable DC voltage to regulate speed ? I don't thinks so, they use PWM at any voltage I provide it with, no ?
So the V range specified on DC spindle is just what it can be driven at, and its the PWM which actually controls the speed ? Is this right ?
Thanks
-
@rfm69 I believe so, at least for brush motors. For brushless, I get the impression the motors are missing the electronics which tell them when to alternate their currents internally, so (it appears) you need a special driver to make them move at all. I'm not sure how, or even if, PWM fits into that. Maybe motor speed is all managed entirely through the brushless controller, and all the brushless controller wants as input is pure DC?
-
@neverdie
Now I'm even more confused with this difference between brushed and brushless...
-
@rfm69 The main advantages of brushless, as I understand it, are longer motor life (because no brushes to wear out) and probably less EMI if it's done right.
-
Also, I should think it would be easy for a brushless controller to provide accurate tachometer readings.
-
I'll probably get this to power my new spindle after it arrives:
https://www.amazon.com/gp/product/B0716XVR7P/ref=ox_sc_act_title_1?smid=AFHAE9RJVUMB&psc=1#customerReviewsInstead of PWM, I'll just adjust the voltage directly. Wish they could have given it a normal power plug for its AC input voltage....
-
In any case, I suspect that greater control over the speed of the spindle will lead to greater control over vibration as well. i.e. select a speed where there is less resonance/vibration of the pcb/spindle. Using an accelerometer to measure vibration, perhaps that could even be made somewhat automatic.
Alternatively, a trick I've seen used is to continuously vary the RPM over some range, so that the amount of time spent dwelling at the resonance frequency is reduced. That would also be easier to implement.
I imagine that either method might also lead to a generally quieter machine, which, IMHO, is generally desirable.
-
BTW, using a dremel or a proxon for cnc may be a bad idea. Tom Sanlanderer tried it (twice) with a Proxon, but the bearings rapidly burned out both times:
CNC mill built from a 3D Printer! – 07:56
— Made with Layers (Thomas Sanladerer)On the other hand, etching PCB's shouldn't be as taxing as full-on CNC work, so I'm not yet convinced it wouldn't work for etching PCB's. I think it's worth a try. If 35,000RPM turned out to be a great speed to etch at, then I'd be motivated to upgrade further and try 60,000RPM.
Would there be more runout at those higher speeds? On the one hand, the spindle is possibly more precise to begin with. On the other hand, at those rotational speeds, the bit might want to bend just from the centrifugal forces on it, unless it was perfectly balanced. Most etching bits don't even look perfectly balanced though....
-
@neverdie so to get the max rated RPM out of a dc motor you need to operate at its max rated voltage ? with no PWM ?
Running a DC motor rated at say 12-60V with PWM at only 12V would never get to top speed ?
Am I understanding correctly ? Thanks for the link
-
@rfm69 AFAIK, yes.
-
-
Dc aka brushed spindles run on constant (dc) current&voltage. They have some limits. Power it under minimum voltage and they will stall (stop rotating) and only one coil will be energised, heat up and blow. Over maximum voltage they overheat and burn (logically).
You can use a constant voltage source or pwm a maximum voltage since the electro-mechanical inertia will act as an integrator and smooth out the pwm pulses asuming pwm frequency is high enough. The driving circuit can be as simple as a high power FET or a complex constant dc voltage source. You control that circuit via a low power pwm or voltage signal. Pwm can be easily converted to dc by a low-pass RC filter. -
Brushless motors NEED a driver, same as steppers, since phases must be shifted in syncronisation to shaft speed and position. The control of the driving circuit is the same pwm or dc voltage talk as above.
-
-
@executivul Thanks makes sense and I just started to read simular explaination in other places, but yours helped.
How about rpm ? Is it generally considered that higher RPM is better, or at least not being limited by a low speed ? I've seen 1 300w spindle rated at 60,000rpm would this be better than a higher power slower spindle ?
-
@NeverDie I use my 60k rpm spindle at 30-40k rpm most of the time. I manualy crank the vfd pot to max rpm, then slowly start lowering taking notes where the lowest harmonic resonance points are, then chose the highest acceptable one. Eg 100% rpm high noise, 94% rpm low noise, 93-84% rpm noise again, 83%rpm even lower noise, 82-xxx% noise again. I chose 83%. Most Vcarve milling bits are rated to 40k rpm anyways. This speed / resonance tuning must be done after every tool change, even a slight tightening of the tool a bit more can change balancing.
IMHO 24k rpm are enough for up to 1000mm/min pcb milling.
-
@executivul Which 60K rpm spindle is it that you are using? Are you generally happy with it, even if you tend to run in the 30-40K rpm range most of the time? i.e. would you buy it again, or would you maybe get something different?
-
@rfm69 the honest answear: "It depends!"
I've had much better luck at higher rpm. I've even posted a gcode to determine the best feed/rpm in this thread.
To mathematically know for sure you would need a few hundred thousand dollars worth of equipment, engraving pcbs is not milling, so chipload calculators won't work. Lower rpm rips the copper leaving rough edges, too high of a rpm increases runout. As I've said IMHO 24-30k rpm is enough for our machines, you need a far better, stiffer frame, servos instead of steppers and a very good controller board to be able to go over 1000mm/s (400in/s).
-
@neverdie i would go for a 24k 800W water cooled spindle, far better "all around" tool, can mill wood or aluminium easier
The 60k is great for pcbs and that's about it.A larger wattage, lower max rpm spindle has a larger and heavier rotor, higher inertia, can withstand higher chiploads.
Remember, as in stepper's case, running a spindle at 50% of max rpm yelds far less than 50% of power, maybe as low as 10%. Going under 50% you get as low as 3-5% of max rated power. For pcbs that's no biggie, but for anything else... And you can't mill wood or metals at 60k rpm because of the feedrate needed to keep the chipload and the cooling needed not to burn the tool and stock.
-
Quoting DavidSohlstrom from a thread on a different forum (https://discuss.inventables.com/t/runout-of-24v-dc-spindle/9984/11) in reference to vibration:
I've said it before and I'll say it again. This is a low cost DC motor that has a ER collet adapter attached to it. It is not a CNC spindle that incorporates the tool holder right into spindle with a minimum of stick out from the housing.
There is no bearing preload and the bearings are low cost bearings that have a lot of slop in them.
A bent motor shaft of just a couple of thou will cause a large run out at the tool.I notice that a lot of the available spindles are exactly that: a motor with an ER11 collet attached. So, the stickout is going to be greater. I haven't yet tried to find a proper CNC spindle like what he describes, where there's minimal stickout. In a perfect world, it sounds like that may be the way to go though.
-
@neverdie any half decent watercooled spindle should have the ER collet holder integrated. My 60k one has an ER8 and the default DC that came with the machine an ER11. Bought some ER high precision collets from ali, and some precision nuts and things got even better.
-
This one would appear to fit @executivul 's criteria and also have a short stickout:
https://www.aliexpress.com/item/800W-electric-water-cooled-spindle-220V-ER11-with-65MM-diameter-158MM-length-for-cnc-router/32641099025.html?spm=2114.search0104.3.8.23ac8afeEe3r4S&ws_ab_test=searchweb0_0,searchweb201602_5_10152_10151_10065_10344_10068_10130_10324_10342_10547_10325_10343_10546_10340_10548_10341_10545_10084_10083_10618_10307_5711211_10313_10059_10534_100031_10103_10627_10626_10624_10623_10622_10621_10620_5722415_5711313,searchweb201603_2,ppcSwitch_5&algo_expid=da6db481-06cd-4131-b9a1-e7278ac9d3f2-1&algo_pvid=da6db481-06cd-4131-b9a1-e7278ac9d3f2&transAbTest=ae803_5&priceBeautifyAB=0It would seem to need some kind of controller to go with it though, plus a water pump, water tubing, and fittings and all of that. Definitely a major upgrade.
-
@neverdie that's ok. Beware you need a VFD for it (driving circuit) and it's bettery to buy as a kit so they match, my 2c
-
@executivul said in CNC PCB milling:
Bought some ER high precision collets from ali, and some precision nuts and things got even better.
How can tell you tell if the collet and nuts are "high precision" or not?
-
You can tell by the listing title or after doing some tests either with a dial gauge or by running it and listening.
Beware 2: diameter, my 3040 came with 53mm spindle holder, single piece with z carriage, so the 48mm only needed a 3d printed sleeve, but to add a 63mm or 80mm diameter spindle some heavy mods were needed so that's one of the reasons I didn't go with them
Beware 3: weight, the frame must support it without complaining, z drop, backlash or whatever
-
My 10^5*2c: get a 6040cnc with supported rails and a 0.8-2kw water cooled spindle, will serve you good for anything from pcb to alu or bronze milling, even some light steel work on the 2kw one and will save you a lot of hassle in the long run.
LE. 3020 and 3040 don't have supported rails and many don't even have ballscrews
And if you're really anal about it get the ballscrew frame only from rattm on ebay, a set of hybrid servos, a spindle+vfd+pump, a controller of your choice and you can say you have the best tool in the entry class of router cncs.
-
@executivul Maybe I've missed it, but none of the Chinese 6040's I've seen have had supported rails. They all seem to require that as some kind of DIY "upgrade".
For that reason, I've been considering a c-beam type design. There exists a relatively cheap Chinese clone of that:
https://www.aliexpress.com/store/product/C-Beam-machine-large-Mechanical-Kit-DIY-C-Beam-machine-Large-bundle-C-Beam-Frame-kit/1752067_32846185306.html?spm=2114.12010608.0.0.55bc1dafCeSt8dor maybe the WorkBee, which seems to be an upgrade to the OX CNC (though I'd prefer something where the screw holes are already tapped):
https://www.aliexpress.com/store/product/OX-CNC-Upgrade-Version-WorkBee-CNC-Router-Machine-CNC-Mechanical-Kit-with-Nema-23-Stepper-Motors/1752067_32850266842.html?spm=2114.12010608.0.0.36611dafYZdcH4
-
@neverdie please search for the 6040 frame only from "rattm motor", it's not stated I believe but you can clearly see in the photos with the bed beams removed that y rails are supported. X are not, but they are high diameter and pretty stiff for 40cm wide span.
Imho wheels on rails will never ever ever be as stiff and have less flex than the lousiest linear bearing. Wheels on rails are for printers and lasers.
-
@executivul You're right:

-
@executivul said in CNC PCB milling:
Imho wheels on rails will never ever ever be as stiff and have less flex than the lousiest linear bearing. Wheels on rails are for printers and lasers.
Even in the case of the Rattm Motors 6040, where the z-axis is hanging off an X-axis that is dangling by unsupported smooth rod? Is it still better even then?
-
@neverdie it might be better than a rigid x axis aluminium profile dangling on some wheels all together. Then comes the profile joining piece dance.
On the cnczone forums people go like: linear rails are the best, round bars are good, wheels on rails are for toys. That is for normal milling on a small machine. These things are routers by the way, real mills are taig style and are small size and meant for steel and heavy metal milling (no pun intended). For wood, plastic, soft stuff it might be acceptable though.
For pcbs you need high precision, flatness, high rpm etc.
For wood you need large size, think of table or door pieces. Tolerances are not so tight. You won't go like: look! Your door engraving is 0.1mm off in that corner!
For metal you need precision, high rigidity and power at lower spindle speed.The classic ebay cnc is a good all around tool but excels at nothing

-
@executivul
How thick is the aluminum that such a 6040 machine could mill?
-
@neverdie you must use a chipload calculator according to your spindle power at requested rpm, tool diameter and tool profile. Stock can be as thick as you want, the machine has about 100mm of z travel, you mill in multiple passes anyway so milling depth per pass is based on the results from calculator, experience or many broken tools.
-
What end mill bits should I get for doing PCB work? Do you just use a V bit and a drill?
-
-
Interesting way to make an inexpensive closed-loop stepper motor:
Making a Arduino Based Closed Loop Stepper Part 1 – 05:10
— MBcreatesI think a better way to do it would be to directly couple the encoder to a dual-shaft stepper motor, but that would, of course, mean purchasing a new stepper motor. Nonetheless, these small stepper's are pretty cheap.
The other way to do it with the existing single shaft stepper but without a belt might be to use a magnetic encoder, but I can't say that I've tried that, so I'm not sure how hard the retrofit would be.
Also, I guess the main point in doing this would be to hotrod your CNC, to make it move faster without skipping steps. i.e. you probably don't absolutely need to hotrod your CNC.
-
@neverdie said in CNC PCB milling:
I think a better way to do it would be to directly couple the encoder to a dual-shaft stepper motor, but that would, of course, mean purchasing a new stepper motor. Nonetheless, these small stepper's are pretty cheap.
I never looked, but do they make a dual notched pulley? Then you would only need to buy a pulley vs an entire stepper.
-
-
@executivul
This guy bought a 6040 CNC with supported y-axis rails (just like the RATTM one), but starting at time index 4:52 he discusses the "well known problem" of flexing on the 6040's unsupported x-axis when milling aluminum:
My first experience with milling Aluminium on a CNC 6040 Router – 12:52
— MBcreatesHe concludes that upgrades to the 6040 (e.g. possibly a supported x-axis rail) will be necessary.
It's just a pitty that an inexpensive, already "upgraded," 6040 isn't for sale. Instead, it becomes a DIY quest.
In fact, this guy did do the x-axis supported rail upgrade, but it solved only 50% of the problem:
cnc 6040 x axis supported linear rail upgrade – 01:39
— Blake Slater
-
@executivul
Do you suppose that linear rails, rather than supported rods, would fix this twisting problem that people seem to be having?i.e. Notionally, something like:
https://www.ebay.com/itm/Portable-Steel-MGN12H-Linear-Sliding-Rail-Block-Tool-250-550mm-CNC-3D-Printer/382360155951?var=651145928342&hash=item590670f72f mah05n6MWl2QkZTLIZW2vJQ
mah05n6MWl2QkZTLIZW2vJQ
that's made out of steel.
-
@rfm69 Almost always just PCBs. Maybe sometimes some acrylic, but nothing very solid, if that's what you're asking. Those little 1610 CNCs have so many plastic parts, that I'm not sure it'd perform very well cutting anything much harder than plastic.
-
@neverdie Yes; brushless motors are for sure more technically complex than brushed, and usually require an external driver. Most of the time those drivers have inputs allowing you to control the speed via PWM or an analog voltage.
Adapting the 1610's woodpecker board to supply that PWM speed control signal to an external driver is super easy -- I can show you a photo of what I did to mine if it'd help.
-
@neverdie said in CNC PCB milling:
@executivul
Do you suppose that linear rails, rather than supported rods, would fix this twisting problem that people seem to be having?i.e. Notionally, something like:
https://www.ebay.com/itm/Portable-Steel-MGN12H-Linear-Sliding-Rail-Block-Tool-250-550mm-CNC-3D-Printer/382360155951?var=651145928342&hash=item590670f72fmah05n6MWl2QkZTLIZW2vJQ
that's made out of steel.Yes, but MGN15 or larger and of better quality, but that is expensive...
-
@executivul
I guess the difficulty of finding a satisfying solution to this problem explains why milling machines are built around a stationary, highly rigid z-axis.
-
@neverdie And finding a good tool at an affordable price is a challenge. Specialised machines do a s specific job better than general purpose ones, but only do that job. Professional machines do a better job at a higher price tag. We are just poor hobbyists
I'm so happy with my $50 UT61E, what a great multimeter, of course I would rather have a HP 8.5 digit one any day but I'd rather spend that money on a holiday or something since I don't need that 0.0001uV precision anyway, at 1V a 3V bat is as empty as a 0.9999999987V one if you get my point. Too many times I've spent a fortune for professional tools which I don't use/need so I tend to get what I need + a small margin, for eg I got a huge DSLR and lenses, used a few times, great photos, but lately, guess what, I tend to use my phone for taking photos 99.9% of the time, the camera backpack is just too heavy to carry arround .
Get a 3d printer, get a 3040/6040 cnc, get a 40/50W laser, get a lathe if you have space for it, maybe get a vertical mill for metal parts and you'll have a maker space of your own, as long as you won't start manufacturing space ships ebay tool tolerances will be ok.
-
Reminds me of a quote from the MPCNC website (https://www.v1engineering.com/frequently-asked-questions/ ) :
Diminishing returns kicks in really fast in the CNC world.
-
I suppose, in theory, that somehow replacing the x and z-axis with these might mitigate against the twist problem:
Presumably the rails are precisely spaced and held perfectly flat by the base plate, so you'd avoid binding problems that might otherwise arise from a purely DIY manual retrofit of just the rails.
I don't know what the MGN number is for that rail though, so I don't know whether its MGN15, MGN20, or something else.
-
@neverdie said in CNC PCB milling:
@dbemowsk said in CNC PCB milling:
a dual notched pulley
I don't know what that is.
I wasn't sure of the exact name for it, but I was referring to something like this:
https://www.amazon.com/ReliaBot-Aluminum-Timing-Pulley-Printer/dp/B079JGYYKV/ref=sr_1_5?s=industrial&ie=UTF8&qid=1520378263&sr=1-5&keywords=dual+timing+pulley
-
@dbemowsk
I take back what I said earlier. I like the way this guy did it better, because with the gearing you can get even more resolution out of your encoder:
Converting a Stepper Motor to a Closed-loop Stepper Motor - Part 1 – 04:08
— Kris Temmerman
-
@neverdie I agree, that that may be better. To change the precision, you would just have to change the gear ratio of the two meshing gears.
-
I did some more reading about CNC'ing aluminum, and it's being claimed that virtually any CNC machine can cut aluminum, provided it uses the right depth of cut and speeds and feeds. i.e. it may simply take a lot longer than you would prefer if your machine isn't already super rigid. If that's true, I can probably live with that.
Meanwhile, it has been suggested that using PID might improve things. There's SuperPID for AC powered spindles and I'm not sure what for DC powered spindles. Regardless, I'll need to sense the RPM of the spindle, or it won't work, so that's now on the critical path. I think I'll try a spinning magnet and a hall sensor to sense the RPM.
-
@coddingtonbear said in CNC PCB milling:
@NeverDie -- the motors used in 1610 CNC mills are generally what are called a "775 Motor". You might be able to find other specs, but the ones I've found suggest that at 24V and no load , they claim 7kRPM -- http://linksprite.com/wiki/index.php5?title=File:Motor_performance_parameter.png; I'm not sure how much slower we could expect it to be while milling. As far as actually measuring this, there are devices you could buy, but you could pretty easily fabricobble your way to an answer if you wanted to make a project out of it: http://www.instructables.com/id/Measure-RPM-DIY-Portable-Digital-Tachometer/.
I have the same mill as you, and swapped for one of these https://www.amazon.com/gp/product/B074FVKRZM/ and have had much better results so far.
Does the controller that comes with your motor allow you to set the RPM of the motor, or does it just set the voltage? If it knows RPM and can act like a PID (i.e. adapts to maintain the target RPM even under varying loads), then it would be very attractive.
{kind=link}