CNC PCB milling
-
@yveaux they had items from China and from EU warehouse as well. with the search I mentioned you can find product like this or this
-
@andrew ok, thanks! It was probably the mobile searching then that hid them.
Probably better not having the link though... Must resist to click....
-
@yveaux If you do a fair amount of PCB prototyping, then it pays for itself pretty rapidly (as compared to using a Fab that is).
-
@neverdie sure, but I'm afraid of the time I'll have to invest too tweak it and keep it running...
Let's see how it turns out for you!
-
@yveaux Oh, come on, jump in and share the risk! It will be more fun that way.
-
@neverdie The attraction for making ready designed boards as one-offs is clear enough, the costs and time don't stack up for bulk manufacture, but that is not what these machines are intended for anyway. For those making occasional boards who have no time constraints such machines are an increasingly affordable solution without chemicals to mess with.
However much the focus here may be on PCBs, wood engraving, making your own panel labels, plaques, or fancy engraving on plastics are all uses beyond the PCB...
-
@zboblamont I was just joking. Actually, I don't think there is much risk at all, because @andrew has proven it out already. If it weren't for him, and the results he's reporting, I wouldn't have had the confidence to buy a CNC 2418, or even embark upon this.
I also think it's just one of those things where you either value the benefits, or you don't. That's going to vary a lot from person to person.
That being said, the more the merrier!
Also, though it's totally off topic, if there were a way to custom mill little project enclosures out of solid plastic, that would be a real bonus. That would obviate pretty much my only reason for also wanting a 3D printer. For instance, I can buy 1" thick vinyl planks at Home Depot for not much money, so it wouldn't matter if all of the plastic that's removed from a cavity is entirely wasted. It might even be cheaper than doing addative 3D printing from a spool. But, like I say, that would be gravy. I'm not banking on that. I suppose I could also make little wooden boxes from thinner sheets of wood that get cut on this CNC, and maybe that would be just as good. I'm pretty confident that could be done, though I'm not really sure as yet how.
-
@neverdie I was referring to earlier comment from the more commercial viewpoint. It is a hobby machine, but with a variety of uses beyond the current subject, and at this cost level risk is minimal.
I have woodwork and mechanical tools aplenty which have made short work of completely obtuse and dissociated tasks, this is simply another tool with a specific task in mind, but a variety of possible other uses.
-
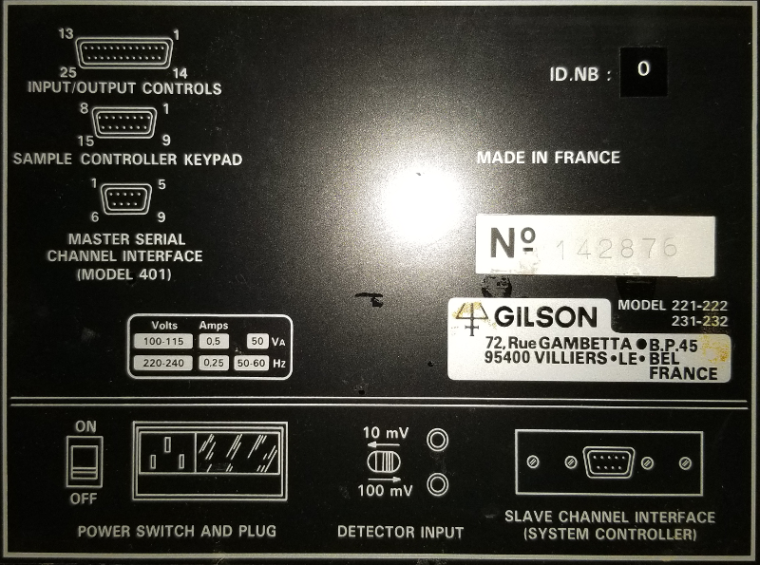
So I picked this thing up at our local university surplus store. It is a Lachat instruments XYZ auto sampler After some research, it appears to be a piece of lab equipment for sample testing. Not exactly sure how it works, but for the $20 US that I paid for it, I though it might be worth trying to build a CNC machine from it. The video clip shows the machine homing the X, Y and Z axis' when powered on.
https://www.youtube.com/watch?v=OYuLQs5Cm7E
Here is the label from the back panel:
The motors for the X, Y and Z axis' do not appear to be stepper motors though:
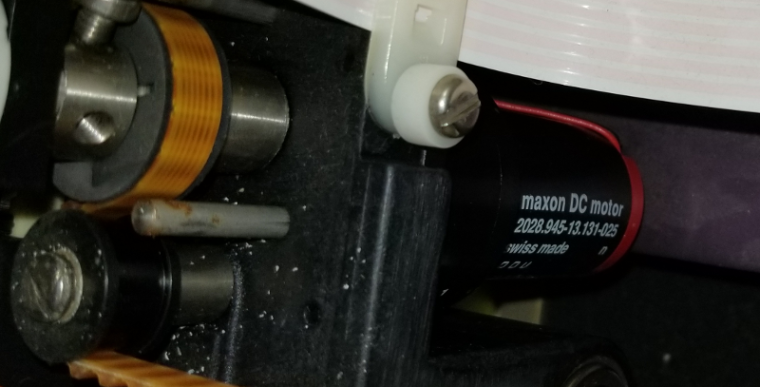
Found this one on ebay that appears to be a match. https://www.ebay.com/itm/Used-Good-MAXON-motor-2028-945-13-131-025-30-1-E-N2-/171548411580
It appears to use rotary encoders to deal with position. Here is a pic of the encoders:

If you look at the image above you will see that the X axis rails and linear bearings are pretty beefy at 16mm diameter.It would be nice if I could figure out the serial interface to see if I could make it do anything. Just wondering what the thoughts are from the group.
-
@dbemowsk the serial interface to those controllers which are used by most of these DIY CNCs are simple serial over USB, which speak grbl.
if your motors are not steppers then I guess it would not be precise enough.
-
@andrew I had made the assumption that it had to be somewhat precise being a lab instrument, but maybe i'm wrong.
-
Wonder if I could convert to steppers. I'll have to check the motors and mounting.
-
@dbemowsk said in CNC PCB milling:
@andrew I had made the assumption that it had to be somewhat precise being a lab instrument, but maybe i'm wrong.
well, that is just my assumption. with steppers you definitely could turn exactly as much as you have to, with normal motors it is much harder as there should be some feedback based control (e.g. the rotary encoders which you mentioned). moreover steppers "keep" their status in one fixed position until they receive another polarity change (so a step), while in case of standard motors it is not true and if the mechanical part does not prevent it, then their axis could turn unexpectedly based on the external force it receive.
-
@andrew When it homes itself to the left and stops, it appears to lock itself in position. Do you know of any software that I could use to test the serial connection if it in fact it does speak grbl?
-
@dbemowsk any serial console could do the job. I usually use command line tools on OS X or linux, such as minicom or screen, but you can find graphical tools pretty easy. if you are working on windows then e.g. PuTTY could be a good solution.
-
@dbemowsk said in CNC PCB milling:
if it in fact it does speak grbl?
It looks like older generation equipment. If you can find evidence that it was made before 2009, then there's no chance it speaks grbl.
-
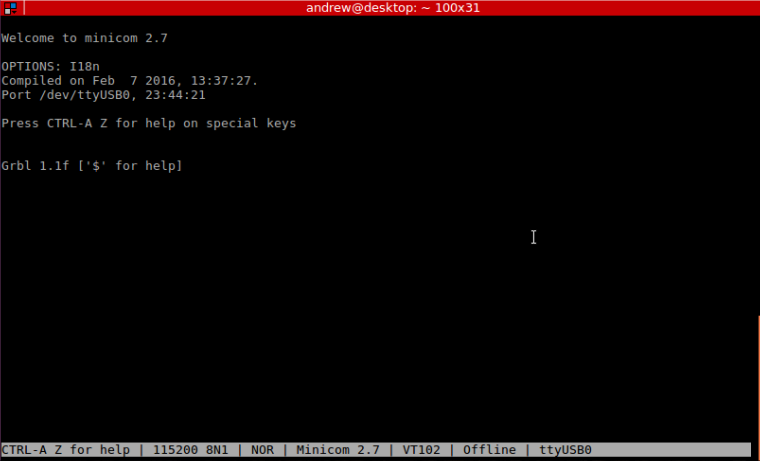
@dbemowsk the serial console should provide a promt like this
-
@andrew I am using linux. There are plenty of serial console softwares out there. I would just need to know some commands to send it. I'll see if I can google a grbl command list.
-
@dbemowsk that is not a big deal. for first, if you get a promt like on the pic above, then it is a good indicator. then you can use "$" to get a text help. for the commands you should browse the grbl repo on github, which I already linked, it has a wiki as well.
-
@andrew Thanks, I'll give that a try later today and report back. IF by chance it is grbl, is there a CNC software that I can use to do a mock run of something to test it further?
-
-
@andrew Thanks, I'll check that out.
-
@andrew - what would you say is the limitations of cnc drilling a PCB? I often use quite thin tracks (0,2mm) for everything except GND and VCC.
-
@dbemowsk Looks like it may be a liquid handler: http://www.mansci.com/pdfs/pdfid56.pdf
-
@sundberg84 I often use 0.4mm drill bits for vias without any issue. 0.3mm should work as well. The drill set I linked before contains the most frequently used drill bits for PCB drilling (0.3 – 1.2mm).
regarding to the traces, I have stable and reliable results with 6 mil (0.1524mm) traces / 6 mil clearance, which is also a limitation factor of several PCB manufacturer’s hobby/proto package.
-
stop teasing me!

I'm kidding I don't think I really need one (I usually have multiple things to do while I wait for my pcb) . I would need a bigger, I'm tempted by a mpcnc someday, not for pcb.just curious, how do you handle small vias?? I imagine it can be some labor to make them connect both side?
-
@scalz Well, in fact, at home I don’t make real but fake vias only, so basically I just use thin wires through the via’s hole and solder it on both side.
-
@neverdie That looks similar, but my connections on the back are different. Mine has 4 connectors, 2 of them are DB9 9 pin serial connectors. I think that is what this was for though. It is called an XYZ auto sampler. I think it is much like this one:
https://www.youtube.com/watch?v=hrmiXsZX2ec
I am sure it was used in one of the science labs at the university. When I saw it, they had $30 US marked on it for a price. I told one of the workers that I might be interested but wasn't sure. She said that she could mark the price down to $20 but that she had no idea what it was or what it did. I figured for that price I could at least get some useful parts off of it.
-
@neverdie
Yes i know, like i said in the first line for 1 or 2 its nice but when you need more its not a great way to do it.
or the pcb's are very small.
-
According to FedEx package tracking, I may be receiving the CNC2418 as early as this Friday. Weighs 5 kilograms. Just posting this because some people here seem concerned about picking a seller who is not based in China. Maybe you don't need to.
-
grrr
")
I think people concerns are about import fees (customs+vat) when using fedex, dhl.. if you don't get any fee, you're lucky! in France for example, they wouldn't miss me.
-
@scalz Ditto here...
-
Hmm... Not sure if there are any applicable import fees here in the US. Anyone know the rules? They recently opened one of my PCB packages "as a security check," but there were no fees I had to pay.
EU has the VAT tax, which presumably they force upon you no matter where the seller is.
-
I am in the US and I myself have never had any fees for things that I buy from china. One big one I got beginning of this year was my Anet A8 3D printer from Gearbest, and there were no customs fees or anything with that.
-
@neverdie VAT is applied across the EU by the receiving country, by purchasing from another EU country VAT is already paid therefore no additional tax is due.
-
It's the same, I never had problem when I get my order through regular shipping (and letters are in big bags, less easy for them i guess). hopefully!
But when fedex, dhl etc are concerned, they always declare it to the customs (price order+shipping).
They pay in advance the customs tax at airport, and then at home ask for the customs tax+little fee for the paper and because they advanced the money (approx 12€) + the VAT (20% of the total).Chinese fabhouse already told me a few times, for example, that they have to declare the price when they ship it and if I wanted to cheat it, that would be at my own risk, due to law reinforcements.
Maybe US don't tax importation, I have no idea how it works in US. you're lucky then
-
Is there some minimum dollar (or Euro) threshold before the VAT or other fees kick in? If so, then on a CNC2418, it's easily avoided: just divide and conquer. i.e. just buy it as separate parts that get shipped separately instead of all at once in a giant kit.
-
@neverdie In the Netherlands it's something like 22 euro's max. If you go over it, all hell breaks loose
")
-
@neverdie 10 EUR here, 20 GBP in the UK from memory.
Postal service rarely refer small packages to customs, large packages almost without fail, although I did get called in by them over a small DAC before. The problem here is the bureaucracy, form filling and general heel-dragging.
DHL etc are more trouble than they are worth unless high value items, they declare everything as @scalz noted..
I can't imagine a chinese supplier being happy to send a pre-packaged machine in bits at no additional cost, and the risk of a part going missing grows exponentially.
The cost difference from EU and China suppliers is sometimes not that great if you look around, it avoids hassle if EU source is acceptable price.
-
@neverdie For Austria the threshold for import tax (=VAT substitute, 20%) is 22 Euros (value of the goods, excluding shipping and insurance costs) and for additional customs duties it's 150 Euros.
-
I've used my CNC for milling PCBs for more than a year now.
Here are a few tips:
1st: don't skimp on the machine itself, the 3020 and 3040 are ages ahead of 2018 in terms of quality and reliability (the numbers show the machine size in cm) as the the 3020 and 3040 have no moving bed, but a moving gantry instead, search for the ballscrew ones (normally Z-DQ but also some T-DQ, initially T meant Trapezoidal screws and Z ballscrewZ, but now a lot of T-DQ come with ballscrews). Get the parallel port ones, the usb ones are flaky, you can run an old parallel port (centronix) computer with old WinXP or LinuxCNC or attach an arduino nano/uno (328p) and run GRBL, just attach that to the parallel cable and you're set.
https://www.ebay.co.uk/itm/USB-CNC-ROUTER-ENGRAVER-ENGRAVING-CUTTER-3-AXIS-3040T-DQ-WOODWORKING-3-USB-PORT/282593206065?hash=item41cbde1f31:g:ibsAAOSwC9VZfuV02nd: if you buy it stock it comes with a 300-400W aircooled 12,000rpm ER11 spindle, good but not good enough, I've upgraded for a watercooled 300W 60,000rpm spindle (costs almost as much as the machine itself) but I can run it at 1400mm/min and being watercooled it doesn't spread the "deadly" fiberglass dust everywhere.
LE. you can also buy just the frame and buy separately the spindle, 3 nema 23 steppers, 3 tb6560 or 6600 drivers and a 24v or 36v PSU, we are tinkerers after all, aren't we?
https://www.ebay.co.uk/itm/300W-ER8-Spindle-Motor-Water-Cooled-60000rpm-1-5KW-VFD-Inverter-Bracket-Pump-Kit/192035995150?hash=item2cb63cbe0e:g:kz8AAOSw-0xYNoey3rd: it is said that milling fiberglass boards (FR4) can create very very very small dust ("charf") under 3 microns which when inhaled is never released from the lungs, gets it's way to the pleural membrane where it creates small cysts that can degenerate in lung cancer, a very slow an painful death. So a good vacuum cleaner which exhausts OUTSIDE is a must, unless you buy very high end and expensive professional HEPA filters. I use a Philips HEPA vacuum cleaner, being a hepa means all exhaust is from the back port and no additional airflow is created (my shopvac has dual airflow, one for debris and one to cool the motor, guess what they are not at all isolated between them) and after the exhaust filter I 3d printed a 50mm hose adapter and exhaust it outside. I've wrapped the contraption in a thick garbage bag and sealed it with tape so no air can escape inside.
Another way of doing it would be wet milling using a lubricant as WD40, oil or even liquid soap but might interfere with number 4 below (swell the mdf sacrificial layer).4th: you have 3 options to fix the blank pcb to the sacrificial layer:
-clamps/screws: easiest, cheapest way, buy you will almost always get a bow in the board, it can be as bad as 0.5mm in a 100x150mm board, especially if you don't want to waste real estate and mill the whole board from side to side, I know you could use a 200x150mm board and leave an inch or two as a border and clamp there but that doubles the costs, I use 148x98mm out of the 150x100mm blank
-double sided tape: use 3M Scotch 665, it handles well, sticks well but is not very hard to remove the board from the mdf sacrificial layer in the end, some other double sided tapes hold so well that you bend the board trying to remove it, or jut let loose and you lose alignment
-vacuum table: I've just bought a vacuum pump but haven't got the time to play with it yet.5th: ALWAYS use registration holes, put a small known size hole at a known position, if you reset or stop any GRBL controller you lose position, specially when milling small traces 0.1mm out of alignment can make a huge difference
6th: don't be afraid to test feeds and speeds, as other people said buy mills in bulk and sacrifice one of each to make tests, you can learn a bit GCODE and write a simple program to mill a zig-zag pattern at different feedrates (G1 X100 Y10 F300; G1 X0 Y20 F300; G1 X100 Y30 F350; G1 X0 Y 40 F350; etc) then inspect using a magnifier/microscope and settle for the best quality speed. I use titanium coated engraving bits from 0.1mm 10deg for very very small smd traces up to 0.4-0.5mm 30 deg for normal th boards. A 0.4mm 30 deg titanium coated bit can last for up to 10 heavily packed 100x150mm boards as you can see below. At the price it comes ( under $1/piece) it's cheaper to use a new bit then to destroy a blank board, which you will anyway at least a few dozen times

https://www.aliexpress.com/item/10x-Titanium-Coated-Carbide-PCB-Engraving-CNC-Bit-Router-Tool-10-Degree-0-1mm-Tip/1535712782.html?spm=2114.search0104.3.60.32Or0K&ws_ab_test=searchweb0_0,searchweb201602_5_10152_10065_10151_10344_10068_5000016_10345_10342_10343_51102_10340_5060016_10341_5130016_10609_10541_10084_10083_10304_10307_10301_10539_5080015_10312_10059_10313_10314_10534_100031_10604_10603_10103_10605_10594_10596_10142_10107,searchweb201603_14,ppcSwitch_3&algo_expid=e598dd4d-29ef-4a85-af37-7bfefdd92c46-7&algo_pvid=e598dd4d-29ef-4a85-af37-7bfefdd92c46&rmStoreLevelAB=07th: after milling sandpaper or use a scothbrite sponge on the board to remove copper edges
Here are some pics of a few boards, I mainly do through hole since I find easier (cheaper) to buy modules from ali than to order the original circuits, none has failed until now
LE. before you ask, the boards are HA light switches, 6 way, rotary encoded, led ring lights, led halo around them (as in car switches), MQTT enabled, w5500 eth connected, 100% designed and home made, 3d printed frame and buttons, laser cut acrylic and faceplates, cnc milled pcbs.


-
@executivul Thanks!
What sold me on the CNC2418, aside from its low price, was @andrew stating that he can mill isolation at 6 mil, which is no worse than what I could get from using a fab like OSH-PARK. What mill isolation are you able to get down to reliably using your gantry based CNC machine with ball screws and everything else you mentioned?
-
About 0.2mm (8 mil I believe). Never needed to get smaller than that. Smallest chips I use are rfm69 or atsha 8 pin. The problem is not on a 20x30mm board but on a much larger one where having x and y axis not square makes a difference, where you need faster speeds since traces are much longer, etc.
-
@executivul said in CNC PCB milling:
-double sided tape: use 3M Scotch 665
How much do you apply? i.e. Do you cover the entire back of the PCB, or use just a few strips of it, or....?
-
@neverdie a few strips, 20mm width each, 30-40mm apart.
-
in Hungary the VAT is pretty high (27%) which we have to pay on top of the customs fee. moreover, our customs and post response and processing time is very bad. the process could be speeded up if the shipping happens with e.g. dhl and they are allowed to do the customs, but then it also costs extra.
in the past year customs started to focus very much on packages coming from China, even cheaper and smaller products are captured by them and you are forced to pay them before you can get your stuff
so for me it was better to buy the cnc from EU, even if it was more expensive compared to the direct Chinese sellers, because at the end of the day, the overall cost was about the same (assuming that I would had to pay the customs and the VAT) but I received the package much more faster.
-
@executivul thank you for the tips and for the shared experience.
I agree, that the mentioned CNCs, have more robust structure, more powerful spindle, but I guess that the mentioned extra upgrade on the spindle is a bit overkill, especially just to create ad hoc proto PCBs at home.
just be clear, I know that higher rpm and more powerful spindle could produce better and faster result, ballscrews provide smother and more precise movement, I don't questioning that, but for the price/value/reason of the usage combo I think the cheap smaller versions also do their job quite acceptably.
2418 is not the fastest, not the strongest, but precise enough for this purpose and it is pretty cheap.btw, once I'll have a dedicated working area for my hw hacking stuffs, I'll definitely buy a 6040 or 9060, it is long time ago on my wish list
-
@executivul regarding to the parallel port question, these days, for these tasks it is worth to have compatibility with the latest open source toolsets, so usb and grbl compatibility is a key point.
if you do professional cnc work, then you might need something different.
btw, it does not mean that parallel port version could not work, most of them could be easily "upgraded" to support the mentioned needs. e.g:
Build a ChiliPeppr Driven 3040 CNC – 24:26
— John Lauer
-
very interresting post guys
I have one of these in the garage (top of my head table is 10x15cm)
I have never used it for pcb but @andrew tikkled my curiosity... very narrow tracks!
For what it is worth and because i don't recall reading anything about it here, i have added endstops to my CNC
It is well supported by the standard board supplied and GRBL takes care of it.
I dont want to get involved in a fight between "Normaly Open" people and "Normaly Closed" people, so i wont tell you which i chose again GRBL and board can manage both
again GRBL and board can manage both
https://www.ebay.com/itm/New-10PCS-Tact-Switch-KW11-3Z-5A-250V-Microswitch-3PIN-Buckle/173021165954?hash=item2848dd7982:g:xFsAAOSwGotWjjHoI get a very reliable "zero" on each axis. I actually home the 3 axis even after a tool change, just to be on the safe side
It all runs on an old windows XP laptop. AutoCad for drawings, Dxf2GCode for... dxf to Gcode conversion
and GCodeSender for feeding GCode to CNC.
-
Are the end stops needed, and if not, how does the 2418 zero itself between tool changes? Or, I'm guessing, are end stops already part of the standard kit?
-
I would say that endstop are mendatory to get a reliable zero
I know that z-axis can be zeroed with a "conductive probe"...
https://www.ebay.com/itm/Router-Z-Axis-Check-Touch-Plate-Setting-Probe-Milling-Engraving-Machine-Tools-SG/112541889535?epid=2209276811&hash=item1a3404f3ff:g:ekkAAOSwyc1Zom5B
I personnaly dont use that tool
I just slide the drill or mill bit in the collet (loose). Lower the z-axis a bit. Let the bit come down to the pcb board. Then tighten it. Then manually zero the z-axis in my GCode sender. Job doneYou could get away with the endstops by pushing the x- and y-axis manually upto their mechanical stops... and then zero via the gcode sender software...
No endstops in the kits AFAIK. All you need it the endstops, 2-conductor wire and 2.54mm plugs (servo plugs will do)
Then inform GRBL about Homing settings like homing direction, speed and so on.One more handy setting in GRBL : apply brake to steppers so they dont skip steps while machining (when not stepping themselves) or tool change. Mind the stepper drivers as they will send full power to the steppers while in "brake mode"... they might get fairly hot...
-
@neverdie most of these entry level CNCs do not have limit switches. the controller board and the grbl firmware is able to to handle them, so you can install them anytime.
when you power up the CNC, then it will have a "zero" point at the given x/y/z position. then, you can move every axis to the right position and set relative zero (usually at the bottom corner of your PCB) through the controller GUI. every movement declared in the G code will be calculated and will happen from this point. at the end of the given job (e.g. one round of drilling, or one round of isolation routing) the spindle will move back to the relative zero point, and will give back the control to you.
here I elevate the spindle on the z axis and change the tool, then I zeroing out the z axis again with the new tool, load the next G code job and run it again.if you have limit switches then you can declare a tool change position which will be used every time and the cnc can do homing to real physical zero point as well.
it is nice to have features, but you can do and handle everything without these.
-
@andrew Just be careful with 6040, not to mention the 6090, they mostly use the same round rods as guides and at that sizes you tend to get a lot of "droop" (sagging), more than 1 mm across the long axis, which is ok if you're using them to carve wood or whatever but is very bad for pcb engraving.
About the endstops, I don't have them and never felt the need for them, a cheap switch has a huge 0.1mm of error which can lead to holes milled between pads, cut traces, etc. What I do is place a hole in the sacrificial layer or the pcb near the edge, later if I need to reset the machine move the gantry manually so that the bit can enter the hole (spindle stopped of course), raise the bit and set zero.
For all of you wondering, just by connecting an Arduino to the parallel port of the control box you can turn any kind of cnc in a grbl machine, you just need the normal Mach 3 pinout:
 and grbl pinout
and grbl pinout 
and connect the step&dir pins and Z probeMy toolchain is Altium Designer (Schematics->PCB->Gerber/Excellon) -> FlatCAM -> chilipeppr.com/grbl (autolevel->mill)
LE. Don't ask me about stupid taxes in a 3rd world country (Romania), in a small city where the nearest p-channel mosfet is 120miles away
 Here dhl morons ask $22 only for passing papers to the customs, plus 19% VAT for the whole amount, including the shipping(why since it's already arrived in my country?), plus additional taxes if they can find one to match the content, so I prefer to buy from ebay.co.uk from within EU, even though the shipping is insanely expensive compared to direct Chinese free shipping, that's how I got the CO2 laser, the CNC, the spindle and vacuum pump for it and a few other heavy items. For small items I have no problem to get them through normal post no matter what the cost is.
Here dhl morons ask $22 only for passing papers to the customs, plus 19% VAT for the whole amount, including the shipping(why since it's already arrived in my country?), plus additional taxes if they can find one to match the content, so I prefer to buy from ebay.co.uk from within EU, even though the shipping is insanely expensive compared to direct Chinese free shipping, that's how I got the CO2 laser, the CNC, the spindle and vacuum pump for it and a few other heavy items. For small items I have no problem to get them through normal post no matter what the cost is.
-
@ben999 for pcb milling the z touch probe is not so useful. you should do autoleveling instead, on the whole target pcb surface.
for this the pcb surface and the tool itself should be connected to the cnc controller board dedicated pins (usually the tool is connected with a crocodile clips) during the mapping.
just quickly googled a video for that:
CNC 2418 bCNC pcb-gcode – 00:41
— TheVinylrider
-
So, if I understand correctly, flatcam will import the gerber files and export a g-code file. Then, bCNC will spoonfeed the g-code to the CNC2418 control board. i.e. whatever hardware the bCNC is running on is physically connected by wire to the CNC2418. Right? If so, what kind of computer hardware do you recommend running the bCNC on? A Raspberry Pi Zero W, or something with more oomph?
Also, do you recommend having a monitor display next to it, or is running headless just as good?
-
@executivul I had to laugh at your final paragraph, sums up my own experience with DHL also.
I wonder if they are ex ANAF employees?
I don't have deadlines to meet so order parts in advance from TME or Farnell etc who deliver usually quicker than local suppliers who say they have stock but ultimately don't, and at least I know the parts are genuine from the main suppliers...
-
@andrew Oooooo i like that, porn to my eyes

Can GRBL do bed compensation like Marlin does (for 3D printers) ? That's an awsome feature (and to be honest i couldn't live without it for 3D printing)
-
on our 2418, the crocodile clip for z probing can be connected to the chassis of the motor, which somehow internally is electrically connected to the drill bit. Thanks to that, we can leave it connected all the time. Otherwise, turning on the spindle without removing the crocodile clip results in bad stuff happening.
-
@mfalkvidd Is this AFTER mapping the surface ?
-
@mfalkvidd forgetting to connect the crocodile clip right before probing can be desastrous too...
I put your comment in my todo list

-
I just realized: is it flatcam that does the auto-leveling? In which case, it would need to run on the Pi (or whatever the answer is to my earlier question) too.
-
correction: I guess it's bCNC that does the auto-leveling.
-
@zboblamont no, before. To my knowledge, it would be hard to map the surface without connecting the alligator clip.
-
@mfalkvidd
 Touche...
Touche...
-
I hate bCNC, looks like Win95 era software and I hate chilipeppr even though looks like iOS 19, it's online only and the main dev, John Lauer, is a tinyg guy as he states so grbl workspace is neglected quite a lot. A tinyg is too expensive to bother, and even though an Arduino Due can run tinyg code (g2core project) probing is unreliable and I've tried getting help from the devs on git but couldn't solve the issues.
Another alternative would be OpenCNCPilot but haven't tested it enough, one good thing about it is that it can split long gcode movements, which is VERY important, chilipeppr does the grid mapping and then compensates for the z-height at start and end of a line, but if the board has a bump/dip to be traversed then the milling won't be ok, if you split long moves then and then import in chilipeppr then it can compensate for each segment and you get a much better engraving.
-
Anything similar to OctoPrint, but for CNC ?
-
@NeverDie the autoleveling is the g code sender tool's responsibility, so from the mentioned toolsets chilipeppr or bcnc could do it. the given sw tool controls the cnc to probe the pcb's surface, measures when the given bit touches the pcb then makes a 3d map from the pcb roughness. later this 3d map is aligned to the g code which you get from other tools (from my mentioned example, it is exported from flatcam, which processes the gerber files exported from the pcb design software).
@ben999 this is the way how "bed compensation" could be done, and for precise isolation milling it is essential. for drilling it is enough if you just set an approximately zero on z axis, which could be also result of a manual setup or the g code sender tools also could handle the single touch probe.
this is the case when your mentioned touch probe could help, but without touch plate it is possible to do the probing the same way like in case of the autoleveling measurement but with one touch only.
-
@andrew said in CNC PCB milling:
chilipeppr or bcnc
Which of the two do you recommend for beginners like me?
Also, is a raspberry pi sufficient for running it, or do you recommend something with more oomph like a PC?
Looks like I'll be getting the CNC2418 on Monday rather than this Friday because the twits at Jack's store didn't physically ship it until today (before that, it was evidently just a mailing label). Also, if anyone cares, the weight is 7.2kg, as measured by Fedex, not 5 kilograms, as entered by Jack.
-
to drive/control these CNCs a simple Pi is powerful enough, but it is not necessary to use a separated computer for that.
chilipeppr runs in a browser (just open chilipeppr.com/grbl). it needs a "remote" serial service to connect over the network (on your local lan/wifi) as from the browser it cannot directly interface with usb. this remote serial service is just an additional software, which should run on a host what is connected to the CNC. this could be the same where you run the browser or really a "remote" host (e.g. a pi). chilipeppr also could stream webcam picture, so if you have one installed to the cnc then you can get realtime remote video as well.
it is nice, "modern", but online.although bcnc isn't that nice as @executivul also mentioned, but I like it. it should run on that host which is connected to the CNC. I didn't have any issues with it so far, single touch z probing and autoleveling worked fine for me. this is what I use now.
both of them are cross platform tools.
as I work on os x and linux I did not tested windows tools. there are several more other options both for *nix like systems and for windows as well, but I don't have experience with them, so I cannot recommend anything else.
I don't use separated computer for the controlling sw, I use my laptop for this job. you can't leave the cnc alone for a long time, the whole process needs multiple manual activities, so from this perspective the "remote" controlling solution maybe not the best idea.
-
Sorry for all the noob questions, but maybe others can learn from this as well.
How do I know when a bit has become worn-out enough that it should be replaced with a newer, sharper bit? Does the software provide any feedback (e.g. maybe the motors are drawing more current than expected due to dullness)?
Or do you just wait for a bit to completely fail (i.e. snap or shatter), then insert a new one, and then re-run the job from the beginning when that bit was first used?
Also, do you have a particular test board you like to use to check out the system and see if it's running up to snuff? i.e. something that would challenge the system to surface problems in advance of trying it on a a more serious board.
And is feedrate arrived at purely by trial and error, or are there good magic numbers to use for that? Since we're running the same system, maybe I could use your magic numbers (i.e. the hardware-specific constants which must be entered into the software)? If so, what are they?
-
@neverdie I'm saving up some money for a CNC as well and I would love if you have time to document your process. Might be to much to ask but I guess many newbie errors could be avoided. I know there are some on YouTube but I have not found any which address the questions we have had above in this thread.
-
@neverdie said in CNC PCB milling:
Sorry for all the noob questions, but maybe others can learn from this as well.
How do I know when a bit has become worn-out enough that it should be replaced with a newer, sharper bit?
How do you know when you shaver is going dull? You inspect the result using a maginfying glass or microscope (I have at least one of my usb microscopes next to the cnc, if the edges are getting worse I replace the bit
Does the software provide any feedback (e.g. maybe the motors are drawing more current than expected due to dullness)?
No, maybe when milling metal that would be detectable, for pcb milling the forces are very lowOr do you just wait for a bit to completely fail (i.e. snap or shatter), then insert a new one, and then re-run the job from the beginning when that bit was first used?
yes, just to mention you can resharpen the bit. If it's Ti coated you lose that, but normal bits can be resharpened using a stone, then tested for width since you change that when resahrpeningAlso, do you have a particular test board you like to use to check out the system and see if it's running up to snuff? i.e. something that would challenge the system to surface problems in advance of trying it on a a more serious board.
LEARN GCODE, I can not emphasize it enough, half an hour taken to understand 5-10 commands is all it takes, G90/G91/G92; G0/G1 is all you need! Than you can take your time and write small scripts, for eg. that do a zigzag like pattern with passes at increasing distances and you can check your actual bit sizeAnd is feedrate arrived at purely by trial and error, or are there good magic numbers to use for that?
Mostly yes, read the comment above, and your script just change the F parameter of the G1 moves and see for yourself using your microscope which speed yelds the best results
Since we're running the same system, maybe I could use your magic numbers (i.e. the hardware-specific constants which must be entered into the software)? If so, what are they?
**Steps/mm for a certain machine is the only hard-coded magic number, if you don't know it you can throw the machine into trash for milling wrong dimensions!!!!! (or use a caliper and calculate that number yourself, but don't tell that to anyone) **
-
Example script:
Manually written gcode for good feedrate discoveryDON'T run it on your machine untill you understand exactly what each line of code does!
G21 (Unit of Measure - millimeter) G90 (Set to Absolute Positioning) G94 (Feed Mode - Units per minute) F200.00 (feed rate mm/min) G00 Z0.5000 M03 (start spindle) G4 P1 (Dwell/Pause) G01 Z-0.1000 G4 P0.5 (Dwell/Pause) (test 1) F200.00 (feed rate mm/min) G01 X10.0000Y5.0000 G01 X0.0000Y10.0000 F400.00 (feed rate mm/min) G01 X10.0000Y15.0000 G01 X0.0000Y20.0000 F600.00 (feed rate mm/min) G01 X10.0000Y25.0000 G01 X0.0000Y30.0000 F800.00 (feed rate mm/min) G01 X10.0000Y35.0000 G01 X0.0000Y40.0000 F1000.00 (feed rate mm/min) G01 X10.0000Y45.0000 G01 X0.0000Y50.0000 (test2) G00 Z1.5000 (raise spindle) G00 X5Y0 (go right) G01 Z-0.1000 (down spindle) G4 P0.5 (Dwell/Pause) F1200.00 (feed rate mm/min) G01 X15.0000Y5.0000 G01 X5.0000Y10.0000 F1400.00 (feed rate mm/min) G01 X15.0000Y15.0000 G01 X5.0000Y20.0000 F1600.00 (feed rate mm/min) G01 X15.0000Y25.0000 G01 X5.0000Y30.0000 F1800.00 (feed rate mm/min) G01 X15.0000Y35.0000 G01 X5.0000Y40.0000 F2000.00 (feed rate mm/min) G01 X15.0000Y45.0000 G01 X5.0000Y50.0000 G00 Z1.5000 G00 X0Y0 M05 (stop spindle)
-
Manually written gcode to determine milling bit width
DON'T run it on your machine untill you understand exactly what each line of code does!
G21 G90 G94 F1400.00 G00 Z0.5000 M03 G4 P1 G01 Z-0.1000 G4 P0.5 (test 0.1mm) G01 X0.0000Y5.0000 G01 X0.1000Y5.0000 G01 X0.1000Y0.0000 G01 X0.2000Y0.0000 G01 X0.2000Y5.0000 G01 X0.3000Y5.0000 G01 X0.3000Y0.0000 G01 X0.4000Y0.0000 G01 X0.4000Y5.0000 G01 X0.5000Y5.0000 G01 X0.5000Y0.0000 G01 X0.6000Y0.0000 G01 X1.6000Y0.0000 (test 0.2mm) G01 X1.6000Y5.0000 G01 X1.8000Y5.0000 G01 X1.8000Y0.0000 G01 X2.0000Y0.0000 G01 X2.0000Y5.0000 G01 X2.2000Y5.0000 G01 X2.2000Y0.0000 G01 X2.4000Y0.0000 G01 X2.4000Y5.0000 G01 X2.6000Y5.0000 G01 X2.6000Y0.0000 G01 X2.8000Y0.0000 G01 X3.8000Y0.0000 (test 0.3mm) G01 X3.8000Y5.0000 G01 X4.1000Y5.0000 G01 X4.1000Y0.0000 G01 X4.4000Y0.0000 G01 X4.4000Y5.0000 G01 X4.7000Y5.0000 G01 X4.7000Y0.0000 G01 X5.0000Y0.0000 G01 X5.0000Y5.0000 G01 X5.3000Y5.0000 G01 X5.3000Y0.0000 G01 X5.6000Y0.0000 G01 X6.6000Y0.0000 (test 0.4mm) G01 X6.6000Y5.0000 G01 X7.0000Y5.0000 G01 X7.0000Y0.0000 G01 X7.4000Y0.0000 G01 X7.4000Y5.0000 G01 X7.8000Y5.0000 G01 X7.8000Y0.0000 G01 X8.2000Y0.0000 G01 X8.2000Y5.0000 G01 X8.6000Y5.0000 G01 X8.6000Y0.0000 G01 X9.0000Y0.0000 G01 X10.0000Y0.0000 (test 0.5mm) G01 X10.0000Y5.0000 G01 X10.5000Y5.0000 G01 X10.5000Y0.0000 G01 X11.0000Y0.0000 G01 X11.0000Y5.0000 G01 X11.5000Y5.0000 G01 X11.5000Y0.0000 G01 X12.0000Y0.0000 G01 X12.0000Y5.0000 G01 X12.5000Y5.0000 G01 X12.5000Y0.0000 G01 X13.0000Y0.0000 G01 X14.0000Y0.0000 (test 0.6mm) G01 X14.0000Y5.0000 G01 X14.6000Y5.0000 G01 X14.6000Y0.0000 G01 X15.2000Y0.0000 G01 X15.2000Y5.0000 G01 X15.8000Y5.0000 G01 X15.8000Y0.0000 G01 X16.4000Y0.0000 G01 X16.4000Y5.0000 G01 X17.0000Y5.0000 G01 X17.0000Y0.0000 G01 X17.6000Y0.0000 G01 X18.6000Y0.0000 (test 0.7mm) G01 X18.6000Y5.0000 G01 X19.3000Y5.0000 G01 X19.3000Y0.0000 G01 X20.0000Y0.0000 G01 X20.0000Y5.0000 G01 X20.7000Y5.0000 G01 X20.7000Y0.0000 G01 X21.4000Y0.0000 G01 X21.4000Y5.0000 G01 X22.1000Y5.0000 G01 X22.1000Y0.0000 G00 Z1.5000 G00 X0Y0 M05When you see copper "silvers" between the passes you know your bit is 0.1mm narrower than the corresponding width

-
@executivul Good stuff! I imagine I'll get there eventually, but on Day 1 I'd rather start with some reasonable magic constants that at least put me in the ballpark.
-
@sundberg84 said in CNC PCB milling:
@neverdie I'm saving up some money for a CNC as well and I would love if you have time to document your process. Might be to much to ask but I guess many newbie errors could be avoided. I know there are some on YouTube but I have not found any which address the questions we have had above in this thread.
Yes, that's what I'm attempting to do on this thread.
-
JFYI: CNC 2418 assembly by me
CNC 2418 assembly timelapse – 05:41
— András KabaiI'll try to make a blog to describe the whole pcb cnc milling, tools etc, as well as other diy projects. I'll let you know if there is any notable progress...
-
@andrew Nice. How long did that take in earth minutes?
-
@NeverDie about 6 hours, in two nights
-
Best way to get rid of the dust seems to be not making dust to start with.
Enjoy!
Wet milling pcb on the 3040 CNC – 00:34
— executivul
-
@executivul Which car shampoo?
How well does it work? Would it work better if you flooded it a bit more so that it was sitting, say, a couple mm under shampoo solution?
-
I suppose your etching bit might last longer too, since maybe the liquid would help cool it.
-
Unfortunately I can not disclose this secret recipe, all I can tell you is that s some cationic surfactant mixed with some dihydrogen peroxide
To be honest I don't know the brand, I've first tried liquid soap undiluted but was to thick and was gathering around the bit like a small tornado and splashing everywhere, decided to add some water and went looking for a spray bottle, found one with some handwriting "car shampoo", it is thicker than plain water, but not as thick as liquid soap, so it might be diluted, I still have some for a few more boards then I'll go by trial and error with dish/hand/car wash and water.
So much better not to have windows open at 0C(32F) and the vacuum howling. Only the 2.0mm endmill still creates dust, normal engraving and drilling do not.
Don't forget to mill on acrylic/plastic as mdf will swell if wet.
-
Looks like my CNC2418 is on track to be delivered this Monday. It has already cleared customs.
So, since it will be arriving well ahead of all the various bits and such, I'm guessing that just a few etching bits will be enough to get me started and confirm whether my machine can route 6 mil isolation.
The kit itself includes 0.1mm bits (Diameter: 3.175mm tip: 0.1mm length: 30mm).
-
It arrived!
-
@neverdie Yay! Where can we find the live stream of the build process?
-
@neverdie so, I expect your first boards tomorrow
-
@andrew said in CNC PCB milling:
@neverdie so, I expect your first boards tomorrow
But wait, I'm still waiting for the magic numbers from you.
Otherwise, I'll be all dressed with nowhere to go.
-
@neverdie once the assembly is done, you should adjust the stepper drivers' current limiting as well.
it is pololu a4988, you can find the corresponding details here:
https://www.pololu.com/product/1182then, it is always good idea to have the basic settings exported from the board, just in case... you can do it by "$$" command sent from the g code sender gui or directly from the serial terminal.
currently I use the following settings, the machine might be able to create nice results with higher feed rates, but I did not have enough time to test it and I sticked to the current working config.
isolation routing with 2001 bits:
- z cut: -0.05mm
- feed rate: 200
you can calculate the V carving bit's tool width for the given milling depth with the following formula:
tan(bit angle/2) * milling depth * 2 + bit's end width
for excel formula the bit angle should be provided in radians, so it should look like this
tan(radians(bit angle/2)) * milling depth * 2 + bit's end widthedge cut or hole milling with the 0.8mm endmill:
- feed rate: 170
- z cut: -1.7mm
- multi depth, depth/pass: 0.2mm
drilling:
- feed rate: 130
- z cut: -1.8
the spindle should be 1000 everywhere.
most probably your board will not have a bootloader, so it will not be possible to update the firmware via usb serial connection (with avrdude), but it is worth to try it. for me it did not work, so I traced back the MCU pins to the pin rows and used ISP to upgrade the firmware to grbl v1.1f (the board will come with 0.9j if I remember correctly). do not forget to export the gerber settings before you upgrade the firmware, as it will loose those, and you have to re-assign the given values again, after the update.
the ISP pinout (from the pin row's top left corner):
Reset -> pin 2
SCK -> pin 3
MISO -> pin 12
MOSI -> pin 135v -> pin1
gnd-> bottom row(!) e.g. pin 1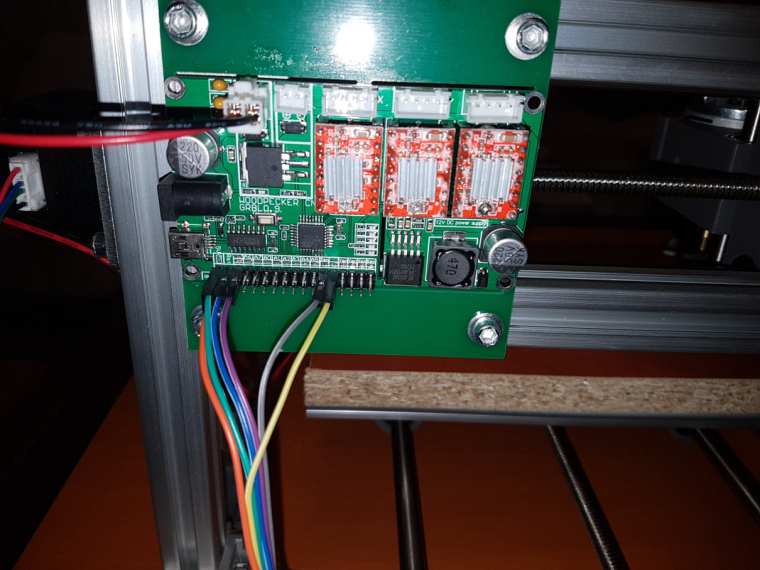
-
The assembly instructions came as a file on a mini CD. Attached for anyone who is interested.
[0_1513463653125_2418-Assembly instructions - English.doc](Uploading 100%)
Hmmm.. I guess the forum only lets me upload photos. Sorry.
-
I thought that the ER11 would come pre-installed ("shrink fit" onto the spindle), but it arrived as a separate piece and apparently I'm supposed to attach it by hand. That would seem to be a discrepancy with Jack's store advertises for this device, but, oh well.
Also, I was a bit surprised to see that most, and maybe all, of the plastic parts were 3D printed.
-
@andrew said in CNC PCB milling:
do not forget to export the gerber settings before you upgrade the firmware, as it will loose those, and you have to re-assign the given values again, after the update.
Where are the gerber settings, and how do I export them? Are they in EEPROM, so I just do a complete copy of that? Or does the $$ handle it?
-
I finished putting together the first frame. It was a bit frustrating, because the T-slot nuts they use can come out of the groove, and so to prevent that I had to keep constant tension on it while I tightened it down. I do think most of the T-slot nuts should have been the kind that don't slip out that way.
-
@NeverDie
firmware settings: it is stored in the EEPROM, but nothing guarantees that the same location will be used for the same parameters in case of different versions, so the output of "$$" command should be saved, this contains everything which you can manually set up if necessary.ER11: take extra care during the installation process to not "harm" the motor's axis. usually the ER11 is pretty tight and howtos mention that the motor should be cooled (by the freezer) and the ER11 should be warmed up before putting them together, to help the mounting process and to prevent unwanted distortion.
I put the CNC 2418 assembly guide to my share, for ones it is interesting.
-
@andrew
1000rpm for the spindle seems very slow,is that number correct?
-
@rmtucker it is not 1000rpm, but the pwm control for the whole spindle speed range. see the details in the official document.
once you use the spindle speed with the value of $30 or above, then the controller will drive the spindle with continuous voltage, without pwm, so it will use its maximum rpm.
compared to bigger cncs with bigger spindles (e.g. what you can see from @executivul's video above) , 2418's is not that fast (in rpm), on the other hand it should not be "very slow". can you show a video on that?
-
@andrew
I see.
So what would be your best guess at your actual spindle rpm when cutting under your feed/depth of cut examples given above.?
-
@andrew said in CNC PCB milling:
I put the CNC 2418 assembly guide to my share, for ones it is interesting.
Yes, those are exactly the same instructions I received with my kit too.
-
@andrew
I tried connecting to the Woodpecker board using the Arduino serial terminal at 115200 baud. It greets me by saying:Grbl 0.9j ['$' for help]However, if I send it $ I get no response. If I send it $$, I get no response either.
Is this normal?
How do I send it $$ and get it to respond?
-
@neverdie no, that is not normal, but this is most probably just a communication issue. which software is used for the terminal connection? try to change the cr/lf settings, or the flow control options.