CNC PCB milling
-
@NeverDie about 6 hours, in two nights
-
Best way to get rid of the dust seems to be not making dust to start with.
Enjoy!
Wet milling pcb on the 3040 CNC – 00:34
— executivul
-
@executivul Which car shampoo?
How well does it work? Would it work better if you flooded it a bit more so that it was sitting, say, a couple mm under shampoo solution?
-
I suppose your etching bit might last longer too, since maybe the liquid would help cool it.
-
Unfortunately I can not disclose this secret recipe, all I can tell you is that s some cationic surfactant mixed with some dihydrogen peroxide

To be honest I don't know the brand, I've first tried liquid soap undiluted but was to thick and was gathering around the bit like a small tornado and splashing everywhere, decided to add some water and went looking for a spray bottle, found one with some handwriting "car shampoo", it is thicker than plain water, but not as thick as liquid soap, so it might be diluted, I still have some for a few more boards then I'll go by trial and error with dish/hand/car wash and water.
So much better not to have windows open at 0C(32F) and the vacuum howling. Only the 2.0mm endmill still creates dust, normal engraving and drilling do not.
Don't forget to mill on acrylic/plastic as mdf will swell if wet.
-
Looks like my CNC2418 is on track to be delivered this Monday. It has already cleared customs.
So, since it will be arriving well ahead of all the various bits and such, I'm guessing that just a few etching bits will be enough to get me started and confirm whether my machine can route 6 mil isolation.
The kit itself includes 0.1mm bits (Diameter: 3.175mm tip: 0.1mm length: 30mm).
-
It arrived!
-
@neverdie Yay! Where can we find the live stream of the build process?
")
-
@neverdie so, I expect your first boards tomorrow
")
-
@andrew said in CNC PCB milling:
@neverdie so, I expect your first boards tomorrow
But wait, I'm still waiting for the magic numbers from you.
Otherwise, I'll be all dressed with nowhere to go.
-
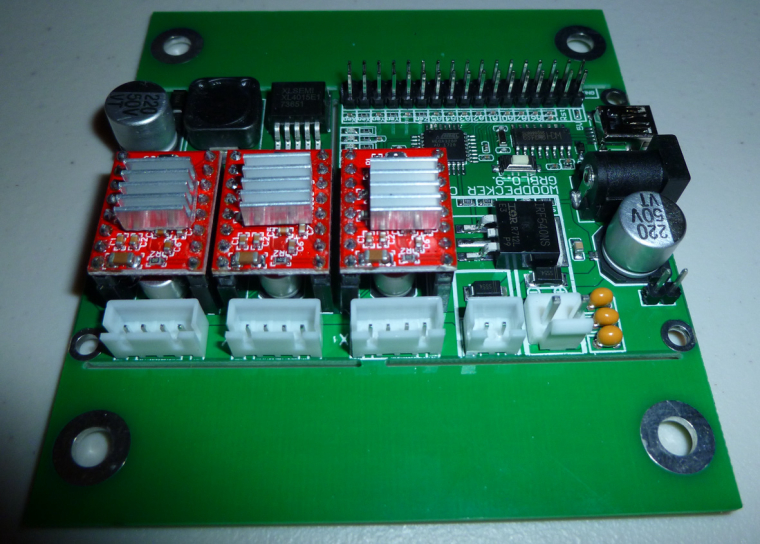
@neverdie once the assembly is done, you should adjust the stepper drivers' current limiting as well.
it is pololu a4988, you can find the corresponding details here:
https://www.pololu.com/product/1182then, it is always good idea to have the basic settings exported from the board, just in case... you can do it by "$$" command sent from the g code sender gui or directly from the serial terminal.
currently I use the following settings, the machine might be able to create nice results with higher feed rates, but I did not have enough time to test it and I sticked to the current working config.
isolation routing with 2001 bits:
- z cut: -0.05mm
- feed rate: 200
you can calculate the V carving bit's tool width for the given milling depth with the following formula:
tan(bit angle/2) * milling depth * 2 + bit's end width
for excel formula the bit angle should be provided in radians, so it should look like this
tan(radians(bit angle/2)) * milling depth * 2 + bit's end widthedge cut or hole milling with the 0.8mm endmill:
- feed rate: 170
- z cut: -1.7mm
- multi depth, depth/pass: 0.2mm
drilling:
- feed rate: 130
- z cut: -1.8
the spindle should be 1000 everywhere.
most probably your board will not have a bootloader, so it will not be possible to update the firmware via usb serial connection (with avrdude), but it is worth to try it. for me it did not work, so I traced back the MCU pins to the pin rows and used ISP to upgrade the firmware to grbl v1.1f (the board will come with 0.9j if I remember correctly). do not forget to export the gerber settings before you upgrade the firmware, as it will loose those, and you have to re-assign the given values again, after the update.
the ISP pinout (from the pin row's top left corner):
Reset -> pin 2
SCK -> pin 3
MISO -> pin 12
MOSI -> pin 135v -> pin1
gnd-> bottom row(!) e.g. pin 1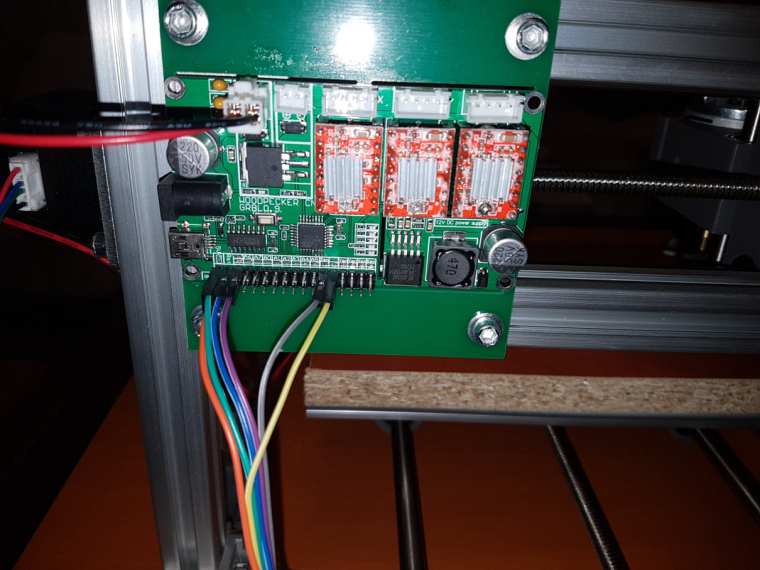
-
The assembly instructions came as a file on a mini CD. Attached for anyone who is interested.
[0_1513463653125_2418-Assembly instructions - English.doc](Uploading 100%)
Hmmm.. I guess the forum only lets me upload photos. Sorry.
-
I thought that the ER11 would come pre-installed ("shrink fit" onto the spindle), but it arrived as a separate piece and apparently I'm supposed to attach it by hand. That would seem to be a discrepancy with Jack's store advertises for this device, but, oh well.
Also, I was a bit surprised to see that most, and maybe all, of the plastic parts were 3D printed.
-
@andrew said in CNC PCB milling:
do not forget to export the gerber settings before you upgrade the firmware, as it will loose those, and you have to re-assign the given values again, after the update.
Where are the gerber settings, and how do I export them? Are they in EEPROM, so I just do a complete copy of that? Or does the $$ handle it?
-
I finished putting together the first frame. It was a bit frustrating, because the T-slot nuts they use can come out of the groove, and so to prevent that I had to keep constant tension on it while I tightened it down. I do think most of the T-slot nuts should have been the kind that don't slip out that way.
-
@NeverDie
firmware settings: it is stored in the EEPROM, but nothing guarantees that the same location will be used for the same parameters in case of different versions, so the output of "$$" command should be saved, this contains everything which you can manually set up if necessary.ER11: take extra care during the installation process to not "harm" the motor's axis. usually the ER11 is pretty tight and howtos mention that the motor should be cooled (by the freezer) and the ER11 should be warmed up before putting them together, to help the mounting process and to prevent unwanted distortion.
I put the CNC 2418 assembly guide to my share, for ones it is interesting.
-
@andrew
1000rpm for the spindle seems very slow,is that number correct?
-
@rmtucker it is not 1000rpm, but the pwm control for the whole spindle speed range. see the details in the official document.
once you use the spindle speed with the value of $30 or above, then the controller will drive the spindle with continuous voltage, without pwm, so it will use its maximum rpm.
compared to bigger cncs with bigger spindles (e.g. what you can see from @executivul's video above) , 2418's is not that fast (in rpm), on the other hand it should not be "very slow". can you show a video on that?
-
@andrew
I see.
So what would be your best guess at your actual spindle rpm when cutting under your feed/depth of cut examples given above.?
-
@andrew said in CNC PCB milling:
I put the CNC 2418 assembly guide to my share, for ones it is interesting.
Yes, those are exactly the same instructions I received with my kit too.
-
@andrew
I tried connecting to the Woodpecker board using the Arduino serial terminal at 115200 baud. It greets me by saying:Grbl 0.9j ['$' for help]However, if I send it $ I get no response. If I send it $$, I get no response either.
Is this normal?
How do I send it $$ and get it to respond?
-
@neverdie no, that is not normal, but this is most probably just a communication issue. which software is used for the terminal connection? try to change the cr/lf settings, or the flow control options.
-
@rmtucker I did not measure the max rpm for the given spindle, but I use it on "max" (so spindle setting is 1000) for the given jobs.
-
Ah, nevermind. I changed the terminal to send it a carriage return, and now it works. Here is the output from asking it $ and $$:
Grbl 0.9j ['$' for help] $$ (view Grbl settings) $# (view # parameters) $G (view parser state) $I (view build info) $N (view startup blocks) $x=value (save Grbl setting) $Nx=line (save startup block) $C (check gcode mode) $X (kill alarm lock) $H (run homing cycle) ~ (cycle start) ! (feed hold) ? (current status) ctrl-x (reset Grbl) ok $0=10 (step pulse, usec) $1=25 (step idle delay, msec) $2=0 (step port invert mask:00000000) $3=5 (dir port invert mask:00000101) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.010 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $20=0 (soft limits, bool) $21=0 (hard limits, bool) $22=0 (homing cycle, bool) $23=0 (homing dir invert mask:00000000) $24=25.000 (homing feed, mm/min) $25=500.000 (homing seek, mm/min) $26=250 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $100=800.000 (x, step/mm) $101=800.000 (y, step/mm) $102=800.000 (z, step/mm) $110=5000.000 (x max rate, mm/min) $111=5000.000 (y max rate, mm/min) $112=800.000 (z max rate, mm/min) $120=10.000 (x accel, mm/sec^2) $121=10.000 (y accel, mm/sec^2) $122=10.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm) ok
-
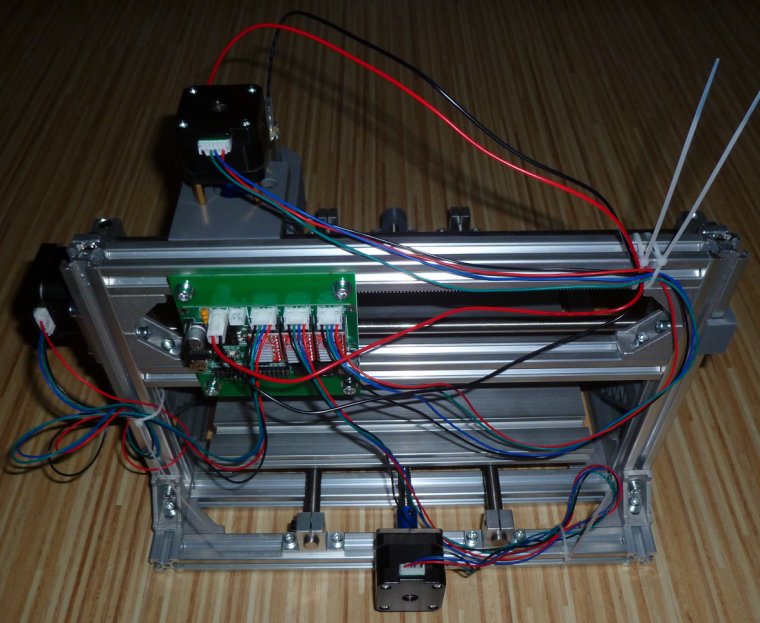
Here's the current build status:

I'm guessing I'm something more than half-way done.
-
@andrew said in CNC PCB milling:
the ER11 should be warmed up
how exactly? Heat gun?
I've put the motor assembly in the freezer....
-
I'll let it freeze overnight and then try it in the morning.
-
-
@sundberg84 see andrew's earlier post.
Freezing the motor axis makes it a bit smaller.
-
@sundberg84 And heating up the other part makes it expand and get bigger allowing the two to fit together easier. Has to do with tight tolerances.
-
@andrew
Since I probably have only one shot at this, how hot should I heat up the ER11 before trying to fit it onto the frozen spindle? Should it be burning hot, or is luke-warm enough?
-
@neverdie unfortunately, as I mentioned, I don't have ER11 (yet), and I just read articles and vendor suggestions on the installation method, so I cannot provide experience based suggestions to that. as far as I remember nor concrete temperature was mentioned, so I would say you should not "overheat" it.
-
@andrew said in CNC PCB milling:
@neverdie unfortunately, as I mentioned, I don't have ER11 (yet), and I just read articles and vendor suggestions on the installation method, so I cannot provide experience based suggestions to that. as far as I remember nor concrete temperature was mentioned, so I would say you should not "overheat" it.
I slipped it on, no problem at all. After freezing the motor overnight, what I did was heat the ER11 with my wife's crafting hot air gun. I held it with an insulated glove as I warmed it up. When it started to become uncomfortable to hold with even the insulated glove, I slipped it on without any resistance.
Hopefully this info will help you when you receive yours.
-
@neverdie
nice, so your wife saved the project :)))
be patient and do not power the spindle for couple of hours, while it is cold, as it could be wet inside which could cause shorts and other issues.
-
I seem to be finished with the mechanical assembly:
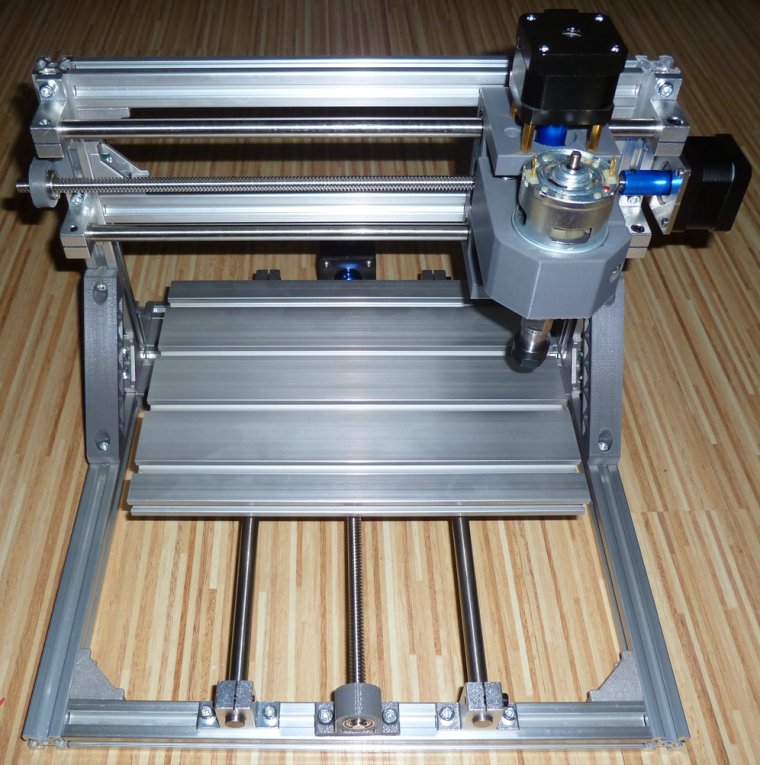
However, these washers came with the kit, and I'm not sure what they're for:
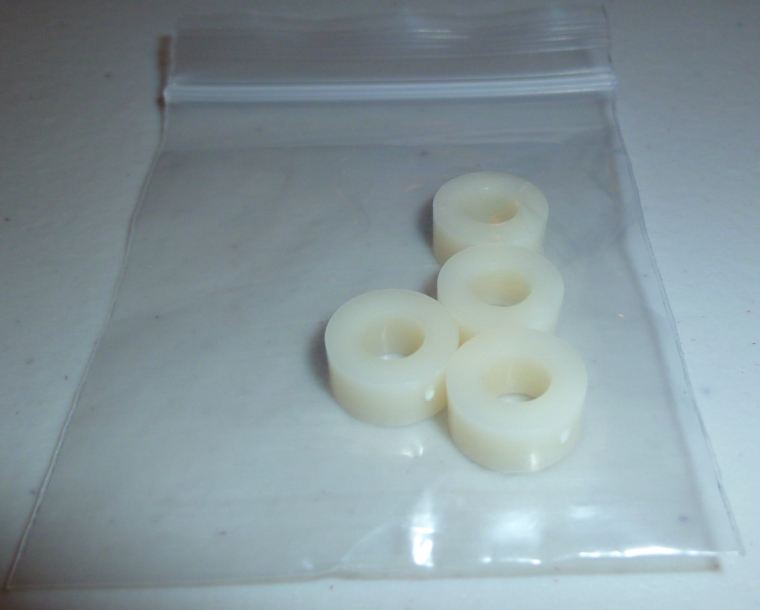
Anyone know? Are they for mounting the woodpecker board to the frame?Next I need to do the firmware upgrade and then wire things up.
-
@neverdie yes, it is for "isolating" the pcb from the frame.
-
@neverdie said in CNC PCB milling:
ER11
FYI - Was reading on another forum where the user was going to replace the ER11 with a larger version so he could use 8mm bits (fairly standard metric size for wood routing bits, but incredibly strong)...
Somebody pointed out to the guy that there are collets available for the ER11 specifically for 8mm shafted toolbits...
https://www.sorotec.de/shop/Spannzange-ER-11---8-00mm-DIN-6499B-4008E-Klasse-II.html
-
@neverdie
You have gone quiet
Must be beavering away cutting pcb's?
-
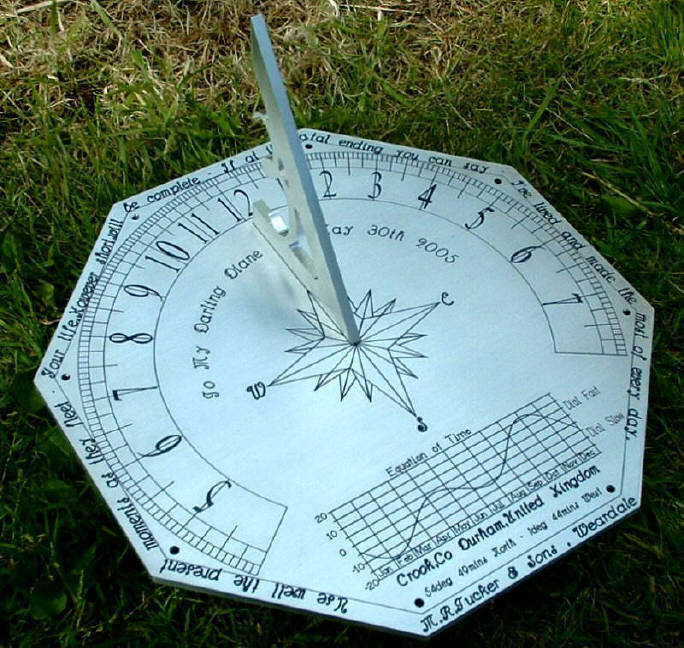
Carved this on my home made cnc router recently.
Bit off topic but good fun.
It is about 2ft diameter and 8" thick(old millstone)

-
@rmtucker
And this for our lass
-
@rmtucker said in CNC PCB milling:
@neverdie
You have gone quiet
Must be beavering away cutting pcb's?No, I've simply misplaced my Dragon AVR programmer for the firmware upgrade, so I need to hunt it down.
-
Anyway, once I do get the firmware upgraded and it wired up, what's the best way to start testing it? Do I need to learn GRBL as execuval seems to imply, or are there some simple tests I can run? I imagine some kind of calibration would be the need step, but I haven't read that far ahead because there's nothing to read (well, haven't googled it out yet either).
-
@neverdie
Stick some g-code in and press cycle start
-
@zboblamont said in CNC PCB milling:
was going to replace the ER11 with a larger version
Given how it's installed, I don't see how you can get it off. I would assume it's permanent.
-
@neverdie From memory the guy got it off with a hub-puller, and a persuader, but the point I was trying to make was that there is a collet assembly for the ER11which takes 8mm...
-
@neverdie said in CNC PCB milling:
Anyway, once I do get the firmware upgraded and it wired up, what's the best way to start testing it? Do I need to learn GRBL as execuval seems to imply, or are there some simple tests I can run? I imagine some kind of calibration would be the need step, but I haven't read that far ahead because there's nothing to read (well, haven't googled it out yet either).
First watch the video (now I can't get it out of my head
 )
)
The Ting Tings - That's Not My Name (lyrics) – 05:05
— GrubbyTubbyThen, after you update to grbl 0.9j go to chilipeppr.com/grbl, download the SPJS, start it and start playing.
-
I hope these heatsinks that came with the kit don't short things out. Seems rather dicey.
In any case, until I can find my Dragon, I'm going to limp along with GRBL 0.9j so I can finish up the build. I'll upgrade later after I find it.
-
@neverdie the er-11 should be permanent. this spindle is not powerful enough to handle bigger tools and to mill harder materials.
you can start with grbl 0.9j, but it is worth to upgrade to 1.1f.
to the fw upgrade you can use a simple arduino as ISP programmer as well if you do not find your dragon.with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
-
Done! Jack was certainly, uh, generous with the length of the wiring. I provisionally tacked it out of the way with the zip ties provided. I'll secure it better after I'm sure it's all working.
-
@neverdie for the cable issue I ordered this cable organizer spiral, although not yet installed it
-
@andrew said in CNC PCB milling:
with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
Thanks! That provided exactly what I was looking for. I ran the demo with no etching bit installed, and at first both X and Y seemed to be working, but the adapter coupling eventually loosened on both of them to the point where there was no longer X and Y movement. I've re-tightened tem, and it's working again. I hope it lasts.
Not sure where I should go next from here though.
-
@neverdie said in CNC PCB milling:
@andrew said in CNC PCB milling:
with chilipeppr (in case of grbl 0.9j go for http://chilipeppr.com/grbl , for 1.1.f go for http://chilipeppr.com/jpadie) you can quickly run its default logo engraving path for testing / demo purposes.
Thanks! That provided exactly what I was looking for. I ran the demo with no etching bit installed, and at first both X and Y seemed to be working, but the adapter coupling eventually loosened on both of them to the point where there was no longer X and Y movement. I've re-tightened tem, and it's working again. I hope it lasts.
Not sure where I should go next from here though.
so, as this machine does not have limit switches installed, it is your responsibility to move the gantry to a position, from where you would like to start the job and which provides enough space for each direction movement. usually you have to set a relative zero at the given starting point.
what is next? did you adjusted the stepper drivers? if not, then do it (I shared the link above). this is necessary to be sure, that the steppers will be powered with enough current (so they will be powerful enough for the given speed related movement and to provide enough force) or will not be overdriven.
then, I would say try to engrave the chilipeppr logo to a soft material first, have some experience with the cnc.
then, as I mentioned, discover the flatcam tool and try to create an isolation routing job for a test pcb.
I already mentioned my confirmed settings for the given jobs (edge / hole milling, isolation routing).
you should sacrifice some boards for your experiencealso, try to find your ideal g code sender tool by trying multiple ones.
-
I don't see any plugs on the woodpecker board that are designated for connecting to a touch plate. So, I guess it's configured using the woodpecker header pins? How is that best set up?
By the way, after re-tightening the set-screws on the adapters used to connect the step-motors to the screw rods, they seem to be holding now and not slipping loose.I take it back, one of them just came loose again.
-
@neverdie said in CNC PCB milling:
one of them just came loose again
And now the other one did too. Is anyone using a threadlocker on the set screws to keep this from happening?
I think I'll put on some locktite and let it dry overnight and then see if it still happens tomorrow. I'll start with just the threaded rods.
Anyhow, the good news is that the heat sinks plainly did not short out the GRBL controller boards. I guess the adhesive must act as an electrical insulator.
-
Thinking about it now, an alternative might be to grind one side of the threaded rod flat in the region where it fits into the adapter. That would match the concept of the motor rotor, where that has already been done.
Ideally I would notch it in just the region where the set screw makes contact. I suppose I could do that with a Dremel.
Investigating now, I see that the adapter came loose on the motor rotor also. So, I think locktite will be a must.
http://www.loctiteproducts.com/tds/T_LKR_BLUE_tds.pdf
Looking at the datasheet, it takes 24 hours to cure.
-
Well, humbug! I'm all out. Maybe tomorrow I'll buy the red threadlocker, which is even stronger.
-
@rmtucker Which g-code sender is it that you like best?
-
@neverdie, or anyone else that can answer this with some logic, just because the topic came up. Why does Loctite red come in a blue container and loctite blue come in a red container?

-
@dbemowsk said in CNC PCB milling:
Why does Loctite red come in a blue container and loctite blue come in a red container?
Made in China?
-
Probably historical reasons.
-
@yveaux LOL
-
Probably a committee decision. Half liked red, and the other half liked blue. They were deadlocked, and this was their compromise decision.

-
@neverdie for the touch sensing you should use A5 connector from the headers, connecting it to the actual tool (bit), then a gnd (header's bottom row) connecting to the pcb's surface.
for the tool connection I use crocodile clamps.
screws: you did not fasten them enough. at the beginning I also missed some endpoints, but since I put the cnc together, I had no issue with any of my screws.
-
@andrew for first go for a single touch probing instead of a whole autoleveling session.
just for testing purposes, start the touch probing from a higher position and touch the gnd wire directly to the spindle's tool to see whether it stops or not. if not, you should stop it manually from the gui, otherwise it could break the tool.
if everything works well (so you proved that you connections to the pins and the belonging settings are ok), then you can run the simple touch probes or the autoleveling as well.
-
@neverdie said in CNC PCB milling:
Is anyone using a threadlocker on the set screws to keep this from happening?
For one that will probably buy the same CNC could you document how you solve this with a picture?
-
@neverdie said in CNC PCB milling:
@rmtucker Which g-code sender is it that you like best?
I am not using a g-code sender,i am using mach3.
But i have just started playing with grbl and bCNC seems to do most things.
-
@neverdie one more think I forgot to mention: after I assembled the cnc, I used a little wd40 across each axis and moved each from one end to another. it helped for smooth and "barrier-free" movements.
-
@andrew said in CNC PCB milling:
you should use A5 connector
Does using A5 somehow automagically just work, or does it require additional software configuration?
-
@sundberg84 said in CNC PCB milling:
@neverdie said in CNC PCB milling:
Is anyone using a threadlocker on the set screws to keep this from happening?
For one that will probably buy the same CNC could you document how you solve this with a picture?
OK, here is what I'm doing in pictures. I'm applying blue 242 Loctite:

to the threads of the 4 set screws on the coupler:

That should keep them from loosening up after they are screwed into position. Note, you have at most 10 minutes of working time before it sets.
-
I applied it to the motor set screws first and let it set:
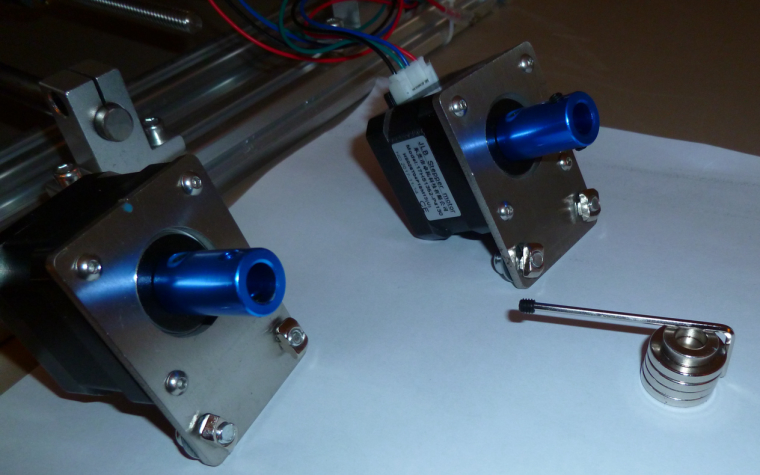
Note: I used rare earth magnets to help secure the set screw to the allen wrench. That insures that the set screw doesn't drop off and disappear somewhere on the floor. Works great.The couplers are made from anodized aluminum, so I'm not sure how well the loctite will work on them. However, I think it will still work, as the set screws themselves are steel.
-
I found an intro to bCNC:
Shapeoko 3 bCNC Beginner Tutorial – 08:40
— BluegrassRCIt looks easy and intuitive, so I'll probably go with that.
As usual, it's the software that has the best tutorial that wins.
-
@neverdie I used to use nail varnish on threads as it was just as effective, even though it annoyed the partner whose nail varnish it was. It is not the bond between the metals which is that important, it is adding resistance between the threads to prevent unscrewing, were it to completely bond, you would shear the bolt before it was removed, which is a whole lot of trouble....
-
@zboblamont said in CNC PCB milling:
@neverdie I used to use nail varnish on threads as it was just as effective, even though it annoyed the partner whose nail varnish it was. It is not the bond between the metals which is that important, it is adding resistance between the threads to prevent unscrewing, were it to completely bond, you would shear the bolt before it was removed, which is a whole lot of trouble....
Does nail varnish cure anaerobically in the presence of metal ions? That seems to be much of the theory behind thread lockers.
I thought nail varnish cured by evaporation.
In any case, I wiped off the excess loctite, because it might never dry (or, at least, take a long while to do so).
I think the loctite is likely to work, since Andrew had success without anything but torquing it down hard. On the other hand, maybe his is threaded differently than what came in my kit.
-
@neverdie said in CNC PCB milling:
@andrew said in CNC PCB milling:
you should use A5 connector
Does using A5 somehow automagically just work, or does it require additional software configuration?
it should work by default
-
@neverdie Torquing down correctly normally prevents threads unwinding, but have seen bolts come loose with vibration on occasion. Only ever used loctite or equivalent on cylinder head bolts, particularly alloy heads, it never actually sets solid and is oil etc resistant.
Although lacquer or plastic paints do harden, as a plastic filler between the threads, it increases contact friction, yet will shear to permit removal of the bolt when necessary. Typical threads do not fully engage metal to metal, the clearance is essential to allow the nut to be run on the bolt.
Loctite is fine if you have it already, nail varnish works fine for me in non oily scenarios.
-
I've retried it now, and so far it's not coming lose.
I added some machine oil on the rods and screws, and that seems to have helped. Before that, there were some areas where the screw rod on the y-axis was binding, but not now.
-
Are you guys running bCNC under Linux? Because installing it under Windows is proving to be challenging....
-
@neverdie yep, I've a linux vm for flatcam and bcnc.
-
@neverdie
Linux for me too.Never used windows in years
-
Here's the machine oil I'm using. As you can tell from the manufacturer, it's meant for sewing machines and similar:

-
Well, now that I found this pulldown in Chilipeppr, I might stick with it a while longer:
-
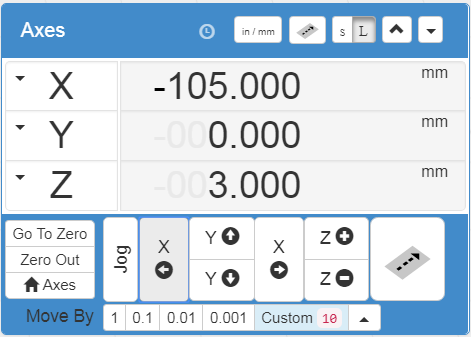
The strange thing is that the Chilipeppr demo seems to mill at z=0.000. So, if I were to try to etch the pattern for real, I would have to "zero" z at an actual z value of, say, z=-0.5 or something (whatever depth I wanted it to etch at).
Is that normal?
Anyhow, I've been through multiple trial iterations with no bit installed and with the spindle disabled, and during all that the X and Y couplers have not come loose. So, I think that the Locktite has lived up to its name and solved the problem I was having earlier.
-
@neverdie said in CNC PCB milling:
The strange thing is that the Chilipeppr demo seems to mill at z=0.000. So, if I were to try to etch the pattern for real, I would have to "zero" z at an actual z value of, say, z=-0.5 or something (whatever depth I wanted it to etch at).
Is that normal?
Anyhow, I've been through multiple trial iterations with no bit installed and with the spindle disabled, and during all that the X and Y couplers have not come loose. So, I think that the Locktite has lived up to its name and solved the problem I was having earlier.
yes, the chilipeppr demo works like this. but keep in mind, that for "real" isolation milling, the milling depth which you used during the g code generation will be calculate from the relative z zero, so in that case you really have to set z0 to the pcb surface.
-
Disaster. Out of the blue, it suddenly just stopped working. Now I can't get it to spin the spindle or move in any x, y, or z direction. Gcode appears to be sent to it, and it does respond to me if I send it a '$" through the Chilipeppr console window. Just no movement whatsoever.
I removed the heatsinks, as a possible culprit, but still no go.
Suggestions on how to diagnose it?
-
I found the problem: bad power supply brick. It is supplying no voltage at all.
The power brick that came as part of the kit says it is rated at 24v dc 5.62amp. Is that enough, or should I get something that can do more amps?
-
@neverdie oh
if you have a chance to power the cnc from a variable current power supply, then check the current it drains by starting from low to higher current. if it eats lot, maybe there is a short somewhere. you could also try to open the power supply and find a fuse.
good luck!
-
@neverdie I've a PS with the same parameters. it is enough.
-
I don't have much optimism that the cheap-ass power supply that came with the kit can be repaired (well, not by me anyway).
I ordered a 6amp one as a replacement, just to have a little more headroom:
https://www.amazon.com/gp/product/B01AJQ9G2C/ref=oh_aui_detailpage_o01_s00?ie=UTF8&psc=1It may turn out to be cheap-ass also, but I can get it tomorrow, so I'm rolling the dice.
If that burns out too, then there's this one, which looks more beefy and would be my first choice, but will take a week to receive it:
https://www.amazon.com/gp/product/B01J19G00E/ref=oh_aui_detailpage_o00_s00?ie=UTF8&psc=1
-
Dang. I cancelled the order, as I'm not sure whether its 5.5mmx2.1mm barrel jack will fit or whether a 5.5mm x2.5mm is required.
Looks as though the barrel on the woodpeck is 2.5mm inside diameter....
-
Powering it from a variable power supply, it apparently works. Here's the etching on a piece of plywood:
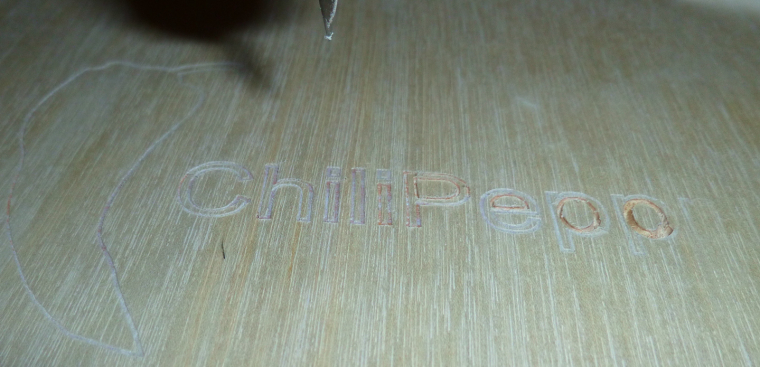
I watched the current being drawn, and it appeared to always be below 1 amp. The variable power supply can supply up to 5 amps, so no problem there as far as I can see.The etching that it did was a bit weird: deep cuts in the inside diameter of the P's, but only faint cuts just outside. The R was barely even touched at all. The surface doesn't feel sufficiently non-flat to account for that.
Ideas as to what's going wrong there?
-
Here is a contextual photo:

The clamps are holding the board very securely.
-
After thinking about it, my hypothesis is that the feedrate is too high. I have it set to 1 in ChilliPeppr. I think maybe it comes down rapidly to the programmed height, but if it meets resistance then it skips some motor steps. Since it's open loop, it doesn't know. Then it dwells at that depth until it picks up the bit and relocates. I'll try a slower feedrate and see if it makes a difference.
-
Maybe the bit is too dull as well. It's one of the freebies that came with the kit.
-
Also, what is the preferred way to tighten the ER11 chuck? So far, I did it just by hand, which seems to have been good enough. However, maybe a better practice is to give it a 1/4 turn further tightening using wrenches after that? How are others here approaching that?
-
@neverdie for er11 fastening you should use two wrenches.
if you loose steps during the milling, then with the given feed rate / depth / spindle speed combination the cnc / spindle / steppers are not powerful enough.
if you wood milling depth is not constant then:
- the wood is not flat
- the cnc bad is not flat
- the cnc x axis is not horizontal
my availability for the next couple of days will be quite limited, so I wish you good luck for experiencing the router and for the first PCBs!
-
@neverdie said in CNC PCB milling:
Also, what is the preferred way to tighten the ER11 chuck? So far, I did it just by hand, which seems to have been good enough. However, maybe a better way is to give it a 1/4 turn further tightening using wrenches after that? How are others here approaching that?
+1 for the wrench, mostly because of vibrations that could unscrew it. No need to pull a muscle on it as it is tapered and has big contact surface
-
@neverdie If it is anyway similar to a Router, it should have a locking pin to hold the spindle, or a second nut against which you tighten the collet. Do not overtighten, just enough to bite the shaft, otherwise you either damage the shaft or more seriously shatter the collet, it should be just enough to be a firm clamp to ensure grip, the collet will do the rest.
Not a user of these CNCs but I would guess the same principles apply... Just my 2c...
-
Have a Merry Christmas!
Also, I'm not going to dwell on etching wood . It was just my first attempt at etching anything, and I thought wood might be a little softer.
I suppose the next step is to have a go at auto-leveling on a PCB rather than perfect the machine's etching of plywood. Indeed, PCB's may turn out to be easier, as the resistance to downward motion (especially after auto-levelling) should be more uniform.
-
Meh, I think I know what happened now. If the z-axis ever skips a step in downward motion--for whatever reason--then the rest of the etching is screwed from that point forward, because the higher height then becomes the new "zero" for the entire remainder of the etching since the depth control is completely open loop. So, the first spot in the sequence that isn't at proper depth would be where the error occurred, creating a persistence of the error from that point forward in the etching sequence.
-
@neverdie If the material is parallel to the cutting plane, the cut depth should be constant. Might I suggest doing same experiment using auto-level.... Wood is easier on the bits, plywood less so but still less abrasive than FR4...
